Biomass fuelled chp
Advanced CFB gets the most out of biomass at Wittenberg-Piesteritz
1 May 2009A circulating fluidised bed boiler based cogeneration installation at Wittenberg-Piesteritz in Germany is setting new standards for reliability and efficiency in dealing with high-alkaline biomass of variable quality.
The decision of Stadtwerke Leipzig (Leipzig’s municipal energy supplier) to build a biomass power plant was prompted by the German Renewable Energy Sources Act (EEG), which supports biomass fired plants with electrical installed capacity of up to 20 MW. The site selected is near the city of Lutherstadt Wittenberg, in the state of Saxony-Anhalt, next to the SKW fertiliser company, which the new plant will supply with process steam.
Table 1 shows the fees paid for electricity produced from biomass under the German Renewable Energy Sources Act (EEG). These fees, which are reduced by 1% per year, are only valid if fresh biomass is employed exclusively as fuel, with no waste wood.
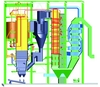
The design of the Wittenberg-Piesteritz plant (Figure 1) was optimised accordingly in terms of fuel consumption and regarding overall efficiency.
In January 2007 a consortium of KAB-Takuma and AE&E-Austria, having successfully completed commissioning of the nearly identical Bischofferode power plant, was awarded the turnkey contract for Wittenberg-Piesteritz, a repeat order of Bischofferode, which is the prototype of the technology.
Start of construction at Wittenberg-Piesteritz was October 2007 and the pressure test was carried out in June 2008. The deadline for the first delivery of power to the grid to benefit under the EEG was 15 March 2009, with PAC (provisional acceptance certificate) scheduled for June 2009. But thanks to experience gained from the execution of a number of previous biomass plant projects, it proved possible for Wittenberg-Piesteritz to achieve first delivery of power to the grid as early as December 2008, three months ahead of schedule. As a consequence under the terms of the EEG it was able to sell the power generated at a higher price, resulting in greater earnings for Stadtwerke Leipzig.
AE&E-Austria’s scope of supply included the CFB boiler, which is of the PowerFluid type, the external fuel handling system and the flue gas cleaning system.
The plant is designed for an electrical power output of 20 MW, with 15 t/h process steam to be delivered to the nearby chemical works.
The plant is monitored by two operators per shift (three shifts a day) responsible for the boiler, the turbine, and the water–steam system.
Two further people per shift (two shifts a day) operate the external fuel system, ie the wood yard logistics, the chopper, and incoming fuel transport. Administration and two maintenance people complete the staff.
External fuel handling system (Figures 2 and 3)
The yearly fuel demand of the plant is 160 000 metric tons of wood with a lower heating value of 6.9 to 13.2 MJ/kg. This wood is mainly delivered in the form of tree trunks, up to 6 m in length and 0.8 m diameter. The incoming wood is stored at the wood yard next to the plant. The capacity of the wood yard is equivalent to the plant’s fuel demand for 3 months of full load operation. This assures high security of fuel supply.
By means of truck or mobile gripper and track-borne crane the trunk wood is put on the belt conveyor, passes the metal detector, and is appropriately sized by the chopper.
The conveying system takes the resulting wood chips to the two discharge boxes inside the wood chip storage building or to the dosing bin of the internal fuel handling system. Alternatively, wood chips can be fed by chute directly into the conveying system. The conveyor line includes a metal separator, a screen to separate oversize particles and a weighing scale.
An automated crane (Figure 4) takes chips from the discharge boxes and places them in the storage area, which has a capacity equivalent to four days of full load boiler operation. During the night and weekend the dosing bins are supplied with woodchips from the storage area by the automatic crane.
The PowerFluid CFB boiler
Two fuel lines, each of which can meet boiler full load fuel requirements, feed the PowerFluid CFB boiler (a cross section of which is shown in Figure 5). The wood chips are discharged by reclaimer screws from the dosing bin and fed to a drag chain conveyor with metering system. This ensures a uniform distribution of material on the conveyor and steady dosing of fuel to the boiler, which is essential to ensure smooth operation.
The wood chips enter the combustion chamber and are distributed within the hot bed material, which is at about 860°C. The fuel degasses and ignites instantaneously. The primary combustion air is injected via the open nozzle-grid (Figure 6) at the bottom of the combustion chamber and as a consequence the bed material forms a fluidised bed. Due to secondary combustion air supply at several levels in the lower, adiabatic, part of the combustion chamber a reducing atmosphere prevails in this area. By adjusting the air the combustion can be adjusted to enable emissions to meet guarantee values 10% lower than those required by 13.BImSchV (which are shown in Table 2) without the need for SNCR (13.BImSchV being Germany’s federal emissions control legislation).
By means of the flue gas recirculation the temperature in the combustion chamber can be controlled. The upper part of the combustion chamber is formed by partly refractory lined evaporator membrane walls and is equipped with superheater wing walls (Figure 7).
The boiler is equipped with a bio-diesel burner system for start up. Therefore at all times sustainable fuels are used to start and operate the boiler, which is one of the requirements of the EEG regulations.
Bed material (inert sand and ash) and flue gas leave the combustion chamber and enter the uncooled, refractory lined, cyclone where they are separated. The bed material passes the loop seal and is recirculated back to the combustion chamber. Thanks to this feature and to the high turbulence and good intermixing in the cyclone a high burnout rate is achieved, with optimal utilisation of the fuel.
Coarse ash and extraneous material, which is separated in the lower part of the combustion chamber is discharged via the open nozzle-grid and the bed ash system. Due to the special design of the nozzle-grid the heat of the ash is recovered and utilised to preheat the combustion air. Hence the ash is cooled from 860 °C to 350 °C before it enters the two water cooled bed ash discharge screws. Coarse particles are separated from the ash by a rotary screen and transferred to a container. The main, finer, fraction is conveyed by means of a CPV to the ash silo.
The flue gas leaving the cyclone transfers its energy to the heating surfaces – reheater, superheater, economiser and tubular air preheater – located in the downstream boiler duct. The heating surfaces are cleaned by retractable and partly retractable soot blowers.
The generated steam is used in a two casing type condensing turbine with tappings to the steam air-preheater and also for process steam. For steam condensation the plant is equipped with an air cooled condenser.
The separation of fly ash from the flue gas is done in a baghouse filter. After that the flue gas passes through the ID-fan to the stack. The stack is equipped with the obligatory emission measuring system. A pneumatic fly ash system conveys the fly ash to the ash silo from where it is discharged by truck.
Special features of the CFB boiler
To meet the high demands concerning efficiency and availability despite the varying quality and especially the high alkaline content of the regional biomass fuel the CFB boiler employs the following features:
• reheat system;
• open nozzle-grid;
• redundant internal fuel dosing system;
• additional fluidisation system in the cyclone; and
• use of a dolomite/quartz sand mixture for the bed material.
Thanks to these features the plant meets the high efficiency (boiler efficiency greater than 91.8%) and high availability (greater than 91.32%) requirements as well as a high burnout rate, meeting the stipulations of the German 13.BImSchV regulation. An overall plant efficiency of 36.9% is achieved with HP steam conditions of 58.6 t/h, 129 bar(g), 535°C and reheat steam conditions of 59.7 t/h, 24.2 bar(g), 535°C at 15°C ambient air temperature.
The features employed have already been proven in the similar boiler system used at Bischofferode, which was commissioned in September 2005.
Key technical data for the Wittenberg-Piesteritz facility are shown in Table 3.
The PowerFluid combustion system has advantages over grate fired systems because it achieves economic operation even with high fuel costs, and high reliability and stable operation exactly at the upper limit of the 20 MW specified in the EEG despite varying fuel quality. This is thanks to the following features:
• exact and steady fuel dosing;
• instantaneous ignition of the fuel in the fluidised bed;
• short residence time of the fuel;
• possibility of introducing dosing additives to the fluidised bed; and
• highest combustion efficiency.
Figure 8 shows the PowerFluid boiler configuration at Wittenberg-Piesteritz.
Another particular challenge for AE&E was dealing with the high alkaline content in the biomass of the region. Table 4 shows the composition of the local fuel ash as determined from three arbitrarily taken samples.
Alkalines together with SiO2 form low melting mixed phases which cause slagging inside the combustion chamber. This leads to formation of deposits and agglomerations which have an adverse effect on the flow pattern inside the combustion chamber and may cause blockages in the bed ash discharge. The following special features of the boiler address this problem:
• additional fluidisation system in the cyclone inlet area;
• special quartz-sand-and-dolomite mixture with careful attention to proportions and grain size distribution of each fraction;
• appropriate refractory material and surface finishing; and
• the open nozzle-grid.
Figure 9 compares the bed-ash obtained with quartz sand used as bed material (left) and a special mixture of quartz sand and dolomite used as bed material (right). The decreased proportion of agglomerated material can be seen.
Thus the PowerFluid boiler at Wittenberg-Piesteritz, with its special features, addresses this and other issues and achieves maximum efficiency and high availability, enabling fullest possible energy recovery from the fuel available and providing a benchmark for biomass fuelled CHP.