GAS TURBINE TECHNOLOGY
Airfoil repair: enabling technologies extend life and reduce costs
23 August 2004Advanced repair technologies are extending gas turbine component lives well beyond conventional limits. Among the technologies available are: rejuvenation heat treatments, advanced welding and alloys, internals stripping and recoating, and LPM powder metallurgy
Over the life of a gas turbine power plant, the two most significant operating costs are fuel, and engine overhaul/maintenance. The most significant maintenance cost over the life of the plant is replacement of hot gas path components when they reach the end of their reliable life. Operators therefore continue to search for ways of extending the life of the expensive hot gas path components, to reduce the plant life cycle costs, and achieve an advantage in an increasingly competitive environment.
To address these needs, new component repair technologies have been developed and are now being employed to extend component lives. In many cases these advanced repair processes are achieving two times the life compared with conventional repair methods. The cost savings to the operator are very significant since the cost of even the most advanced repair is a small fraction of the avoided cost of new replacement parts.
The key to extending life through advanced repairs is the deployment of specialised processes, or “enabling technologies”. Some of these enabling technologies include:
• special “rejuvenation” heat treatments to restore the alloy structure and strength for high-hour turbine blades/buckets;
• specialised stripping processes to enable the internal coatings to be effectively removed and replaced with new coatings; and
• specialised repair materials used in welding and brazing to achieve higher strength and oxidation/corrosion resistance.
All of these technologies have been proven over the past eight to ten years to reliably extend the life of the mature E class components by up to two times before they are retired. These same technologies have also been successfully applied to the latest generation of aero-derivative components with similar results over this same eight to ten year period.
Since the F class components are based on aero engine alloys, cooling designs and coating systems, it was a logical extension to adapt and apply these processes to the latest generation of industrial frame engines. Liburdi's position as a specialist in both industrial frame and aero and aero-derivative repairs has enabled these technologies to be successfully transferred to the F class, while maintaining the benefit of the relevant prior experience.
Rejuvenation heat treatments
Heat treatments are used during the repair process for many reasons – to improve weldability, to stress relieve welds, diffuse coatings, etc. These heat treatments are not designed to restore the microstructure material properties which have been depleted over many hours of high temperature exposure.
In contrast, Liburdi's rejuvenation heat treatment cycles are specifically designed to restore the alloy microstructure and creep strength and to return the parts to their original, as-new, properties. The Liburdi rejuvenation process involves several heat treatment cycles and can include both high pressure and vacuum heat treatments.
A high pressure hot isostatic pressing (HIP) heat treatment may be incorporated as a first step to fully dissolve and recondition the microstructure and heal any creep damage. HIP has also been used extensively over the years in new part manufacturing by all of the OEMs, to eliminate casting porosity in most of the current high performance blades and vanes.
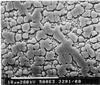
Subsequent rejuvenation heat treatments are performed in a vacuum furnace to dissolve and then re-precipitate the essential gamma prime phase which gives all of the current nickel based superalloys their strength. The gamma prime phase is then formed into the ideal size and shape through lower temperature heat treatments. The end result of this transformation can be seen in the electron microscope images at 10 000 times magnification in Figure 1 which show the original aged gamma prime structure (GTD-111 alloy) as-received after 24 000 hours of service compared to the restored, as-new, structure following the rejuvenation process.
Typically, a properly designed rejuvenation heat treatment will prepare the blades to be run for a similar service interval to the original interval, eg blades that need rejuvenation at 48 000 hours will be run reliably for an additional 48 000 hours of similar service after rejuvenation.
The practice of applying rejuvenation heat treatments to turbine blades may be a relatively new concept for some operators, however these processes have been applied and proven with reliable results since 1980 for industrial frame engines and since 1994 for aero-derivative engines. The process has been applied to F class blade alloy such as GTD-111 DS (directionally solidified) used in the GE Frame 7FA, and PWA 1483 single crystal used in the Siemens V84/94.3A.
As part of the re-certification for rejuvenation of a set of blades, sample material is subjected to the same heat treatments and subsequently processed through qualification tests. This generally involves an examination of the microstructure and mechanical testing (stress rupture tests) to ensure the rejuvenated material meets the original new material specifications (Figure 2).
In recognition of this track record, Liburdi now carries out its rejuvenation process under contract for some OEMs as part of their strategy to manage the life cycle costs of their engines.
Specialised welding systems
Most of the F class stage 1, and sometimes stage 2 blades, suffer oxidation metal loss at the tips due to the high operating temperatures of the engines. The tip height must be restored by weld build up and machined to the original tip height to re-establish the engine performance. The selection of the weld metal used to restore the tip is critical if we are to prevent future oxidation when the blades are returned to service.
Specialised, oxidation resistant weld alloys which can provide greater oxidation resistance than the original blade alloy are now available. These weld alloys, when applied to the blade tip, produce an upgraded part for future service. These alloys have been proven in the advanced aero and aero-derivative engines for several years and are now being applied in the advanced repairs for stage one GE Frame 7FA buckets and the stage1 and stage 2 Siemens V84.3A single crystal blades shown in the photo on p 27.
A good example of this was the advanced repair for the Rolls-Royce RB211 HPT blade which suffered extreme metal loss due to high temperature oxidation. We were able to solve this problem by incorporating a special oxidation resistant weld alloy in the advanced repair and these parts now achieve extended service interval times with no metal loss. This is the same weld alloy now being used for the F class industrial parts.
Oxidation resistant weld metals are also high strength, and as such are highly alloyed and tend to be very difficult to weld with. This has led to the introduction of automated welding processes to achieve the precision heat control needed to weld these alloys. The same laser and micro plasma welding systems used in the aero industry are being used to successfully weld the F class directionally solidified and single crystal blade tips for improved oxidation resistance for future service runs.
External and internal coatings
Removal and replacement of the external coatings is a normal step even in a conventional component repair. The F class blades and vanes now have internal coatings to protect the air passages from oxidation at high operating temperatures. The internal coatings must also be effectively removed in order to carry out the advanced repairs that are designed to extend the component life. The internal coatings are removed for two reasons – first because they may be exhausted and need to be replaced for continued protection of the parts, and second in order to process the parts though the high temperatures required for rejuvenation, all coatings must first be removed.
There are very few internal stripping processes qualified to effectively strip the coatings from the internal passages. An effective chemical process must be capable of penetrating the light oxide layer on the surface in order to begin to strip the coatings. The oxide layer on the external surfaces is easy to access and can simply be removed by a light grit blast – this is not the case with internal coatings. For this reason some repairs will simply remove the coatings from the external airfoil surfaces and leave the original internal coating in place. Eventually this becomes the life limiting factor for the component – either due to oxidation attack of the internal surfaces or the inability to apply rejuvenation heat treatments.
Often the most evident opportunity for life extension is coating selection. The first opportunity to evaluate the performance of the original coating arises when the parts are removed from service and sent in for refurbishment. The metallurgical analysis can be used to determine if a different coating would be better suited to the specific environment, location, operating practices etc. While the OEM may be limited to offering one general purpose coating for all applications, there is a wide range of coatings and coating types available to the refurbishment facility.
For the F class components MCrAlY overlay coatings are used for the external airfoil surfaces. These coatings are deposited onto the surface of the part by a thermal spray process. Since this method of application relies on minimal reaction with the base alloy, MCrAlY coatings offer greater freedom to vary the composition mix. This allows MCrAlY coatings to be tailored to suit each application to a greater extent than is possible with diffusion aluminides. For a specific plant site environment and operating regime, a replacement coating may be selected which offers greater corrosion protection, greater oxidation protection, or greater ductility and resistance to cracking. Similarly there are different classes of thermal barrier coatings (TBCs) which are applied over the top of the MCrAlY. Thermal barrier coatings may be selected for improved durability for the type of service, with EB-PVD, DVC and APS (referring to the method of application) the three main types of TBC available to choose from.
Often the upgrade choice for F class components is to use an MCrAlY coating with similar oxidation resistance to the original coating, but which is less prone to cracking in service. Cracks in the coatings can be a very significant maintenance problem since they can lead to formation of cracks in the base metal, which increases the repair work, and in some cases may make the parts unrepairable.
Powder metallurgy repair
Stationary components such as vanes or nozzle segments are exposed to high gas loads and prone to thermal mechanical fatigue cracking during start-up and shut-down cycles. These loads result in structural cracks in the highly stressed areas such as the airfoil leading edge or the fillet where the airfoil joins the shroud.
Some industrial vanes are manufactured from nickel alloys (eg. GTD222, Rene80, IN738). Conventional welding of nickel alloy vanes will usually employ a weaker, more ductile nickel weld filler because of the challenges of welding these nickel alloys. Many industrial engines use cobalt alloy vanes (eg, X-40, X-45, FSX-414), which are lower in strength than their nickel counterparts, and can be welded with matching strength cobalt weld filler metal. In either case, however, cracks tend to form again in the weld repaired areas due to the high stresses.
It is very common to be able to predict where the cracks will be and how large they will be every time these components are removed during a major overhaul. To extend the ultimate service life and the time between repairs for these components, a higher strength repair alloy is needed. In effect, the components need to be upgraded through the introduction of higher strength material in the critical areas.
To address this limitation, a unique powder metallurgy process, LPM, was developed to effectively replace damaged material with a higher strength nickel based superalloy filler metal. The process was introduced in 1992 on a variety of blade and vane types. It received OEM approval testing and evaluation in 1994 as a high strength alternative to conventional welding and brazing and since that time has been used extensively on repairs of vanes and blades of all types. The process is now authorised for use in advanced repairs by several OEMs both industrial frame and aero-derivative. More recently the process has been applied as part of the new part manufacture for the new generation blades for two OEMs.
The patented powder metallurgy process is relatively simple to apply. Crack damage is removed by grinding to remove surface oxides and ensure the entire crack is removed by subsequent inspection.
LPM in the form of a fine superalloy powder, mixed with a binder material to give it the consistency of a putty, is applied to the damaged areas. The component is then processed in a vacuum furnace at high temperature where the alloy powder solidifies and forms a diffused, metallurgical bond to the component. There is no melting of the component as with welding, and therefore there are no heat affected zone micro-cracking concerns as there are with welding.
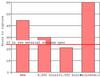
One example of the process used over the past several years has been Frame 7 nozzles of FSX414 cobalt alloy. These nozzles previously required extensive crack repair in the airfoil fillet areas every 24 000 hours. The powder metallurgy repairs were carried out with a superalloy nickel powder which is stronger that the original cobalt casting material. As a result the high stressed fillet areas have now run for 24 000 hour intervals without incurring the previous cracking damage in the high stressed fillet areas (Figure 3).
The powder metallurgy process has the additional benefit of being pre-formed into flexible sheets of various thicknesses, which can be applied to an airfoil surfaces to restore areas of thin wall thickness, thin trailing edges, and to restore vane throat dimensions.
Most recently the LPM process has been used on Frame 7FA stage 1 and stage 2 nozzle segments and Siemens V83.3A vane segments. The process enables these parts to be repaired crack-free, with high strength materials, and at the same time produce 100% yield of repaired parts for each set processed.
Field service results
The key to success has been the "enabling technologies" for refurbishment which allow the life of components to be reliably extended. All of the technologies described above – rejuvenation, advanced welding and alloys, internals stripping and recoating, and LPM powder metallurgy – have been introduced and used successfully over the past 8-9 years on the conventional class of components such as Frame 7EA, W251B12, and other mature engines. These components have now run for one or two service intervals and the advanced repairs have been proven to extend component life beyond conventional limits.
For the newer F class components these same processes, combined with enabling technologies from aero and aero-derivative experience have been introduced in the last three years. The advanced repairs for the F class have been qualified and have produced a high yield of repaired parts which are now continuing to run in service.