Instrumentation & control
Automation at St Johns - and with great dispatch
1 January 2007A replacement automation system has proved itself at the St John's River Power Park in Florida where the owners wanted a more flexible plant capable of satisfactory load following even when burning low quality coal of variable calorific content; and they wanted it quickly.
St Johns River Power Park (pictured above) is located on the St Johns River in the city of Jacksonville. The plant consists of two coal fired Foster Wheeler drum boilers and two General Electric turbine generators, each with an electrical output of 640 MW. The boilers burn a variety of domestic and international coals, and up to 20% petroleum coke. Main steam conditions are 2400 psig and 1005° F. The units were placed in commercial operation in 1987 and 1988 and are jointly owned by JEA (formerly Jacksonville Electric Authority) and Florida Power & Light. Each utility receives 50 % of the plant's energy output.
In 2003 St Johns wanted to replace the original control systems, which had been around for nearly twenty years and were in any case inadequate for the demands about to be placed on them, mainly that of improving greatly its AGC (automatic generation control) response.
The challenges were made even greater by the variability of the fuel. Coal from different sources with varying heating values was being blended and in addition as much as 20% petroleum coke was now being substituted. This affects the instantaneous level of heat release in the boilers, and thus pressure, steam flow and generation.
Further, there are requirements to reduce NOx emissions, which resulted in changes to the firing system, burners, pulverisers and air flow controls.
Quick implementation was also a high priority, which in turn implied the necessity of a fast learning curve for the unit’s operational staff and a smooth transition from the old system to the new.
The plant owners decided that focusing on their primary goals – meeting a schedule predetermined by maintenance outages, having operators become quickly proficient users of the system, and minimising the requirement for boiler tuning every time the plant changed fuel – would help them to fast-track the project. They elected to engage Metso Automation, successor to the original control system supplier, to do a thorough plant study and propose a solution, primarily because they agreed to meet a tight deadline, and to emulate the plant's existing control strategy, known as Direct Energy Balance (D-E-B).
Based on the study's findings a work statement was written defining the scope of supply, obligations of the participants and the schedule of work to be done, complete with measurable milestones. This statement in due course became the basis of a contract to modernise the plant with Metso's latest automation system, called maxDNA. The maxDNA system is designed for large power plant automation and includes the D-E-B co-ordinated boiler turbine control applications necessary for coal fired plant such as St Johns.
This was to be achieved by:
• replacing M/A (manual/automatic) control stations with 'soft' digital control;
• improving AGC response with D-E-B features including a Process Constraint Co-ordinator that selects the maximum rate of change according to the capability of the auxiliary equipment in operation;
• providing a training simulator for the operators so that when the unit was back on-line they would be acquainted with new controls, especially the new operating graphics;
• converting all existing graphics to maxVUE, the latest graphical user interface based upon MS Windows technology; and
• interfacing with new turbine controls and BMS.
The contract requirement to install a total plant automation system included the removal of all redundant existing system cabinets and replacing them with new maxDNA cabinets, installing a new console in the control room, installing and interfacing with new Beck electric drive units and then starting up and commissioning the new systems. The contractor was also required to use the existing termination cabinets so that the plant owners did not have to move field cables.
The study and contracting phase from project start to first shipment took just five and a half months for the first unit, resulting in a total contract period of 10 months from conception to full operation; and all well ahead of the original schedule as conceived by JEA, who had intended to upgrade unit 2 in 2005 and unit 1 in 2006.
Direct energy balance (D-E-B)
D-E-B is Metso's name for a proprietary co-ordinated boiler turbine control strategy first developed for large once-through boilers and upgraded over the years to deal with the latest power plant requirements. It includes non-interacting feed-forwards that make it possible for the plant to respond quickly and precisely to match generation to demand under all conditions, including operating mode changes, equipment limitations, run-backs and the like, an essential quality for a grid-supporting load following plant. In addition, the D-E-B system has provisions to measure and deal with changing coal quality or multiple fuel firing.
A unique feature is a heat release calculation that provides an on-line real time measure of energy input to the boiler. This is used as the feedback in the control system rather than coal feeder speed.
The D-E-B co-ordinated philosophy, an approach that ensures unified operation of the boiler, its inputs, fuel, air and feedwater, with the turbo-generator output responds to changes in the heating value to maintain constant boiler output and generation response.
St Johns' insistence on minimal loop tuning stemmed from its reliance on multiple fuel sources - Western Kentucky coal, imports from South America and elsewhere, and petroleum coke blends. The moisture content and calorific value are variable, so it is an advantage if the control system can detect these variations and initiate smooth proportional corrections without triggering process upsets. Plant manager Paul Smith is sold on the system. "It allows us to burn a litany of different fuels without having to make constant tuning adjustments to our critical process loops. As a result we have been able to lower costs by purchasing attractively priced random lots of coal and petcoke on the spot market," he says.
D-E-B adjusts the boiler input to match the needs of the turbine under normal operating conditions and adjusts the turbine control to match the boiler output during start up and or major plant disturbances such as the loss of a fan or feed pump. It allows the turbine control valves to respond directly to demand (including adjustment for frequency disturbances) while throttle pressure correction is provided by the fuel controller. Control signals automatically adjust for non-linearities in the turbine valve response and mechanical problems associated with the turbine governor valve positioning. It adjusts automatically to fuel variations such as changes in its quality, introduction of un-metered fuels or lags in the supply line. It therefore allows the plant to respond smoothly to load changes and promotes more stable operation during constant load, while the stabilising of key variables such as output, throttle pressure and steam temperature contribute to more reliable and less costly operation.
Control strategy
D-E-B is composed of a series of control concepts – energy demand, decoupling control strategy and demand limit regulation. The strategy starts with pressure ratio, the ratio of first stage pressure to throttle pressure and a measure of the effective governor valve opening. It has been shown to be linear throughout the operating range of the turbine. Since it is based on direct measurements at the turbine it will effectively measure any movement of the control valves, regardless of the cause, and is unaffected by non-linearities in turbine valve response or mechanical irregularities associated with the governor valve.
In D-E-B, energy demand represents the demand the turbine imposes on the boiler and is used as a set point for fuel. Numerically it is the pressure ratio multiplied by the throttle pressure setpoint, a calculation that provides the correct gain in the relationship between load and turbine valve position. Its signal provides effective co-ordination of the boiler and turbine, at constant load and during load changes, and remains immune to boiler disturbances. Compare this to the classic control strategy using a steam flow feed-forward when a boiler disturbance could cause a decrease in fuel feed, the opposite of what is required.
The use of an energy demand signal as a process based setpoint for the fuel demand should be logically balanced against an equivalent process based signal for fuel supply. In D-E-B this signal is called 'heat release', an accurate measure of the fuel input to the boiler, and is calculated from the energy delivered to the turbine (measured by first stage pressure) plus the change in stored energy (derivative of drum pressure) and is valid regardless of the source of the energy. It must be immune to changes in the turbine, to represent energy supply, just as energy demand must be immune to boiler disturbances to represent turbine demand.
The Demand Limit Regulator (D-L-R) co-ordinates all critical boiler control loops in a single control function to ensure that fuel, air, feedwater and any other assigned parameters will be maintained within limits to assure safe operation. Excessive errors in these loops will cause the D-L-R to continue a load change until the errors are reduced.
Transition and operation
All the important database parameters from the old system were imported into the new system using tools from maxDNA. The tuning constants imported allowed the unit to run on automatic as soon as it was on line.
Four days after start up, the boiler system was running on full automatic. After two weeks, the system was automatically following remote commands from dispatch, thereby meeting the central requirement of the operator. But it also offered a range of opportunities to tune the system to a degree not possible using the original electromechanical system with its buttons, levers and chart recorders, resulting in increased thermal efficiency and reduced O&M costs.
Emulator and simulator
The St Johns operators asked Metso to create a control system simulator as a training aid for its supervisors. The package included all the normal operating sequences along with situations (likely or not) to cause trips. For example, the simulator emulated a condition called 'mill stripping' in which the pulveriser discharges its entire load before it has been fully processed. It can also simulate problems that occur after a major component failure. For example during the simulation of an erratic boiler feed pump operators could practise responding to swings in drum pressure and parameter swings.
Remote diagnostic monitor
In addition a remote monitor was installed to permit Metso engineers located in their headquarters over 1000 miles away in Lansdale, PA, to access both diagnostic and process information to optimise the operation of the unit. Since the new systems were installed further modifications were made to the firing equipment to further reduce NOx emissions. This has led to even more modifications and tuning of the control systems, all being done remotely by internet connection.
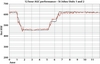
D-E-B co-ordinated control of turbine with boiler output System performance comparison of, in red , unit 1 without D-E-B and, in black, unit 2 (with D-E-B) D-E-B co-ordinated control – 2.5% per minute load ramping