EMISSIONS?REDUCTION
Catalyst management: the key to SCR effectiveness
1 May 2008New catalyst strategies are needed in view of recent changes in plant operating conditions and innovations by catalyst technology providers
SCR catalyst deactivation rates, performance requirements and system capabilities are central to predicting when catalyst layers should be replaced or regenerated, or a new layer added – the essence of catalyst management (Figure 1).
Numerous useful tools are available to power plants to support an effective catalyst management strategy. They include performance audits that analyse the remaining potential of the catalyst, taking into account plant operating history, projected use of the SCR, fuels used, the position of catalyst layers, outage schedules, economic/financial factors. Additional variables can include low-load operation flexibility, Hg oxidation and lower SO3 emissions, all of which are becoming more and more critical.

In addition catalyst management strategies must take on board recent advancements in the catalyst technology itself.
Catalyst management issues and tools
Arsenic and CaO
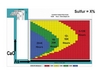
Predominant SCR deactivation agents include arsenic and calcium oxide (CaO), and their levels vary quite extensively among various coals. Understanding the range of these constituents in a specific boiler is important because they determine the volume of catalyst needed. Tools such as Cormetech’s FIELD GuideTM (Figure 2) can be used to quantify the effect on catalyst life under various fuel firing scenarios and allow the evaluation of fuel savings versus total catalyst lifecycle costs inclusive of catalyst, outage alignment, and mitigation of emissions violation risk, etc.
AIG tuning
Satisfying the design criteria of uniformity for velocity and NH3/NOx distribution at the catalyst inlet is another key to SCR effectiveness. Uniformity of the NH3 /NOx ratio can affect SCR performance for high efficiency systems, with maldistribution of NH3/NOx affecting not only NOx reduction, but also the extent of NH3 slip on a gross and local basis. Local high spots of ammonia slip can lead to potential air preheater (APH) fouling, and this effect can be minimised by tuning of the ammonia injection grid (AIG). Proper tuning can also allow better system efficiency and/or improved catalyst life. Figure 3 shows the impact of NH3/NOx distribution on NOx removal efficiency and ammonia slip. Wider distribution will make it more difficult to achieve the desired level of performance within the acceptable average and local ammonia slip. Specific tests are recommended for evaluating the NH3 /NOx distribution over time to maximise catalyst performance whether using a dense grid tunable AIG or a low density grid with bulk mixing.

Mercury oxidation
As described in Figure 4, mercury will be oxidised to varying degrees by the SCR catalyst. Catalyst type, NH3 concentration, HCl concentration, temperature and the presence of other flue gas constituents are some of the inputs affecting the oxidation reactions. The most common form of oxidised mercury is mercuric chloride (Hg Cl2) which is highly water soluable. Thus, SCR in combination with a wet flue gas desulphurisation (FGD) system can be an effective way to meet Hg emission limits. Along with industry partners, EPA, and selected utilities, Cormetech has engaged in ongoing research over several years resulting in considerable advancements in predicting and guaranteeing the level of outlet oxidised Hg from its SCR catalysts.

Dealing with ammonium bisuphate
One of the primary limitations of SCR operation under low load/low temperature scenarios is the formation of undesirable byproducts, notably ammonium bisulphate (ABS). The temperature at which ABS forms depends on the concentration of water vapour, SO3 and NH3. Under certain conditions, ABS will condense in the catalyst pores, masking active catalytic sites, thus limiting SCR catalyst potential to reduce NOx. Restricting the unit operation to a load which maintains SCR inlet temperature above ABS formation and installation of flue gas temperature controls (burner, gas-side bypass or water-side bypass) are common techniques used for limiting the low temperature operation of SCR catalysts..
To date, typical approaches to maintaining SCR inlet temperature have included installation of economiser bypass systems or increasing the minimum load specification following an analysis of the associated capital, operating, and maintenance costs. Both of these are sub-optimal solutions.
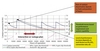
Based on this market need, Cormetech research has assessed the NOx reduction performance impacts and risks associated with allowing formation of ABS in the catalyst (Figure 5). The basic process includes an understanding of the catalyst performance as a function of its available catalyst pore structure, principles of pore condensation, and boiler operational goals in terms of NOx reduction and time, as well as the limitations, including SO3 emissions, recovery temperature, ramp rate and use of selected control logic options. About a dozen units operated by several utilities and using various fuels have employed this approach to realise direct cost savings.
Catalyst technology advancements
Various SCR catalyst types may be considered for each application to include honeycomb, plate and corrugated geometries. Honeycomb geometries generally provide the highest level of performance per unit volume.
Catalyst pitch refers to the catalyst cell dimension defined from centreline to centreline of one wall to an adjacent wall. Pitch and wall thickness determine the catalyst total open area for flue gas flow, and this should be considered when assessing a given product for an application. Choice of pitch is influenced by the ash loading of the flue gas and the location of the particulate collection device. Generally, larger pitch products are associated with ultra-high ash loading or as a means to help mitigate the impact of large particle ash (LPA). Use of catalyst pitch as a method for LPA mitigation is case-specific and generally dictated by limitations of upstream solutions, such as excessive screen erosion due to existing ductwork design.
During the decision process phase of a catalyst management programme, it is vital for the power plant to examine available advancements in catalyst technology which can improve performance substantially. For instance, units having either a large pitch (low geometric surface area) or a short catalyst length may gain by a closer assessment of advancements which can lead to substantially increased life.
In some cases, advanced designs can deliver a better than 50% performance enhancement or cost reduction compared with installing a new layer of the original catalyst.
To minimise any risks associated with a sudden change of catalyst, transitions to a more advanced system can be done in a staged manner.

In-situ replacement
A case in point is the Tennessee Valley Authority (TVA) Allen plant, which represented a unique challenge for catalyst management. Each of the plant’s three units were built without an SCR bypass forcing Allen to operate, in effect, on a year-round basis with the added challenge stemming from its two-layer reactor limitation.
The units were commissioned with an 8.2 mm pitch Cormetech honeycomb catalyst. In addition, a 7 mm pitch product was also qualified during the initial design and installation in anticipation of potential future catalyst management cost savings. Catalyst life cycle planning was initiated in the second year of service, after approximately 16 000 hours of operation. Numerous options were investigated ranging from in-kind replacement to in-situ washing, external washing and off-site regeneration. The final solution involved an in-situ replacement (patent-pending) of the 8.2 mm pitch product with an extension of the pre-qualified 7 mm pitch product, another patent-pending process. The same procedure has been successfully carried out on all three units. In addition, this process is used to address local areas within the reactor which may require attention due to LPA accumulation.
The in-situ catalyst replacementSM process consists of removing catalysts from modularised sections of catalyst layers within a reactor without removing the steel frame modules that support the catalyst. This results in reduced downtime and costs compared to conventional replacement methods.
To pre-qualify the process for a given unit for in-situ catalyst replacement, a visual inspection or spot sampling is conducted in conjunction with chemical and physical performance tests. The in-situ method has been used to replace honeycomb catalysts but the process can be extended to perform replacement of low surface area plate or corrugated geometries. The in-situ process can be performed on an entire layer or partial layer of catalyst. The in-situ method can be a more economic and efficient approach compared with conventional methods of catalyst replacement.

Low SO2 conversion
In addressing the challenge of achieving high levels of NOx reduction with low SO2 conversion to SO3, Cormetech has focused on developing additional catalyst product features to address these at times conflicting goals, employing, among other things, advanced extrusion technologies.
In some cases, the performance enhancement can achieve less than 0.1% SO2 oxidation while maintaining all other key product performance and durability features. This advanced SCR system may be used as a stand-alone approach to SO3 mitigation or it may be combined with other techniques including fuel switching, in-furnace mitigation with reagent, and pre/post APH mitigation with reagent.