Emissions reduction
Cleaning the air at Craig
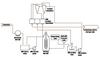
2 September 2004A $115 million project to reduce particulates, SO2 and NOx emissions at the Craig 1 and 2 coal fired units in Colorado – the Yampa Environmental Project – is now essentially complete. Retrofits to the two 455 MW units included installation of pulse-jet fabric filters, low-NOx burners, overfire air systems, and extensive modifications to the existing FGD systems and stacks.
To meet the schedule, which provided only 36 months from initiation of detailed design studies to the completion deadline for the first unit, the project was divided into seven main construction contracts. Four major design, furnish, and erect contracts covered the fabric filters, the NOx reduction systems, the FGD modifications, and the stack modifications. The work was finished on schedule with major portions of the construction for the fabric filters and the FGD modifications completed with the units on line. Although a few operating problems have been encountered during initial operation, notably with the fabric filters, they are being addressed and the initial performance tests indicate that all the emission reduction requirements have been met.
Visibility concerns
Craig 1 and 2 were placed in service in 1980 and 1979, respectively, and were equipped with hot-side ESPs and wet limestone FGD systems. Craig 3, which entered service in 1984, has a lime spray dryer FGD system and reverse air baghouse.
Craig 1 and 2, known as the Yampa Project, are 24% owned by Tri-State Generation and Transmission Association (which is also the operator), together with Pacificorp, Platte River Power, Salt River Project and Xcel Energy. They use Western sub-bituminous coal, with the Yampa River providing most of the cooling water requirements.
The Yampa Environmental Project has its origins in 1993, when the US Forest Service identified Craig 1 and 2 as a suspected source of visibility impairment in the Mt Zirkel Wilderness Area, about 40 miles to the east. In October 1996 the Sierra Club filed a lawsuit alleging that units 1 and 2 at Craig were violating opacity limits. Later that year, the Yampa owners, the State of Colorado, the US Forest Service, and USEPA initiated a joint study to review potential improvements to the emission control systems. The study, lawsuit, and subsequent settlement negotiations resulted in a Consent Decree that was filed with the US District Court in final form in January 2001.
In agreeing to the Consent Decree, the Yampa owners committed to upgrade the emission control equipment for Craig 1 and 2 to achieve specific reductions in emissions of particulates, SO2, and NOx. The Consent Decree required that construction be completed by 31 December 2003 for unit 1 and by 30 June 30 2004 for unit 2.
The Craig station is base loaded, with each unit having a major (six week) outage only once every nine years, with minor (10-day) outages every three years. It was therefore necessary that most of the construction associated with the Yampa Environmental Project be done with the units in operation. Six-week outages were planned for the autumn of 2003 for unit 1 and for the spring of 2004 for unit 2. These outages were used for unit tie-in and other work that could not be accomplished with the units in operation.
Reducing particulates
A key requirement of the Consent Decree was that the ESP on each unit be replaced with a fabric filter baghouse, which was supplied by Hamon Research-Cottrell. Pulse jet fabric filter technology was selected over the reverse air fabric filter employed at Craig 3. This was because of the very limited space available for the unit 1 and 2 installation.
The existing Craig 1 and 2 Rothemule regenerative air heaters were upgraded to handle the greater fly ash loading, which resulted from elimination of the hot-side ESPs from the gas path. These upgrades included replacement of the air heater baskets and modifications to the soot blowers.
The existing TLT-Babcock ID fans did not have sufficient capacity for the pressure drop added by the fabric filters and tie-in ductwork. The fans were upgraded with new rotors and larger motors. Use of the existing housings and foundations allowed the ID fan upgrades to be completed during the planned six-week outage.
The pulse jet fabric filter installation at Craig is believed to be the largest currently operating in the USA.
Each pulse jet fabric filter is comprised of eight isolatable compartments. Each compartment contains 1968 filter bags, making a total of 15744 bags per filter. The filter bags are arranged in circular bundles within each compartment. To minimise the footprint, two bag bundles are housed in each compartment. The bags are 26.8 ft long and 4.9 in in diameter. They are made of 18 ounce per sq yard, 2.7 denier polyphenylene sulphide. The wire filter bag cages are of a two piece design, coupled together by two "lobes" protruding from the bottom half. The gross air-to-cloth ratio is 4.0.
The pulse jet cleaning is done on line, one compartment at a time. The cleaning air pulse pressure is 9-15 psi and about 2.3 acfm per bag.
For each fabric filter the design maximum outlet particulate emission rate is 0.015 lb/million Btu and the design maximum outlet opacity is 5% based on a 6 minute average.
FGD modifications
The Consent Decree also required that 100% of the flue gas be treated by the FGD system, established a system design of 93.7% SO2 removal, and required that at least three modules be operated at all times. To achieve these requirements, the following modifications were incorporated into the specifications for the FGD modifications contract and the stack modifications contract:
• Modify the FGD absorber modules to achieve greater performance and reliability.
• Modify the limestone grinding system to increase the reagent slurry production rate as required by the new higher SO2 removal rate, and to provide a spare limestone grinding equipment train under most operating conditions.
• Modify the waste slurry dewatering system to increase the capacity as needed to treat the greater quantity of FGD waste product resulting from the higher SO2 removal rate, and to maintain a spare dewatering equipment train.
• Close the bypass dampers to the chimney and remove the absorber module bypass ducts to ensure that 100% of the flue gas passes through the FGD system.
• Convert the chimney from dry to wet operation, because flue gas will no longer be bypassed around the FGD system for stack gas reheat.
The FGD modification contract was awarded to Casey Industrial in March 2002. Wheelabrator Air Pollution Control (WAPC) teamed with Casey to serve as the FGD technology supplier and process designer.
The stack modifications contract was awarded to Hamon Research-Cottrell in March 2003, with Hamon Custodis providing the stack modification technology and Nels providing the two-phase flow modelling associated with the conversion to “wet stack” operation.
WAPC's dual-flow sieve tray was installed in each of the eight modules (four modules for each unit) below the bottom spray header to increase liquid retention time and achieve the required increase in SO2 removal.
Each module had two recycle pumps, with both operating during normal conditions. With the addition of the perforated tray, the module operates with one recycle pump in service so that an installed spare pump is available for each module.
The original absorber bleed system provided for bleed of waste slurry from the top of each recycle tank in an overflow configuration. The waste slurry overflow was directed to a trench for collection in the waste slurry sump, which fed the dewatering system. The overflow was replaced with automatic bleed valves installed near the bottom of each tank. This new arrangement helps minimise mechanical degradation of the gypsum crystals produced in the reaction tanks by allowing the large crystals to bleed off of the bottom of the tank.
The absorber module bypass ductwork was blanked off to ensure treatment of 100% of the flue gas. The velocity of the gas through the absorber modules increased from about 8.1 ft/sec at full load to about 11 ft/sec.
Oxidation air blowers were installed to ensure complete oxidation of the slurry in the recycle tank. Each recycle tank has a dedicated blower. Four air spargers penetrate each recycle tank just below the agitator blades. A vent system was also installed between each absorber and its recycle tank.
This enables the absorber to be purged during maintenance, and minimises the release of vapours from the recycle tank during operation.
Two levels of Munters chevron type mist eliminators and a new mist eliminator wash system were installed to accommodate operation at the increased velocity resulting from scrubbing 100% of the flue gas. New mist eliminator wash spray headers were installed to automatically wash the bottom and top of the first stage and the bottom of the second stage. An existing spray header was used to maintain the capability of manually washing the top of the second stage of mist eliminators.
Additional limestone grinding equipment was required in order to provide adequate limestone slurry to scrub the additional flue gas. Each limestone grinding circuit was converted to once-through ball mill operation with a Metso Vertimill added in series as a secondary grinding circuit. This provided for increasing the throughput to 11 tons/h while maintaining a grind of 90% passing 325 mesh. One grinding circuit is able to provide limestone slurry to both units, keeping the second limestone grinding train as a backup. New Krebs hydrocyclone classifiers were also provided.
The dewatering system was modified to handle the increased waste slurry being produced. The horizontal decanter centrifuges were replaced with rotary drum vacuum filters. One thickener was removed to provide space for the unit 2 fabric filter. This work had a very aggressive schedule because demolition of the unit 2 thickener had to be completed before the foundations for the unit 2 fabric filter could be started. Also, because the units were in operation, the dewatering system had to be successfully operating before the thickener could be removed from service.
The first centrifuge was removed from service to make room for the first vacuum filter. Once the vacuum filter and the remaining dewatering system were in operation, the remaining two centrifuges were removed so that the second vacuum filter could be installed. This made it possible for Tri-State to continue operation during construction.
To replace the primary dewatering function of the thickeners, one Krebs hydrocyclone cluster was installed per unit. Each cluster has three operating hydrocyclones and two installed spares. The hydrocyclones were installed one floor above the location of the new vacuum filters. Hydrocyclone overflow flows by gravity to the remaining unit 1 thickener, which now serves as a clarifier for both units. Fines from the hydrocyclone overflow streams are recovered in the thickener underflow.
The hydrocyclone underflow and the thickener underflow pass to a filter feed tank, and then up one level to the vacuum filters. There are two 100%, 8 ft x 10 ft Komline-Sanderson rotary drum vacuum filters with a design capacity of 22 tons per hour at 85% solids. The filtrate produced by the vacuum filters is pumped to the remaining thickener.
The waste solids are discharged from the vacuum filter drum onto a series of conveyors that transport the material to a concrete-paved stackout area. A front-end loader is used to transfer the waste solids to a 50-ton ash truck for disposal at the nearby coal mine.
In the event of conveyor shutdown, the old centrifuge discharge conveyors can be used to temporarily stockpile the waste solids or load them directly into smaller trucks.
Chimney modifications
The chimney modifications contract included scope related to modifications to the flue gas path for each unit to allow for wet stack operation and to protect the system during upset conditions.
With the elimination of bypassing unscrubbed flue gas to the chimney, the ductwork from the absorbers to the chimney, as well as the chimney liner, is continuously exposed to saturated flue gas conditions, commonly referred to as “wet stack” operation. The modifications to the chimneys of units 1 and 2 by Hamon Custodis to accommodate this new operating mode included the following:
• Construction of an elevated floor in the existing acid brick liner, located just below the breeching entrance for the scrubbed flue gas.
• Sealing the former bypass duct penetrations.
• Lining the lower section of the brick liner with a facing of borosilicate foam-glass block (provided by Hadek). This serves as a “target wall” to prevent direct impingement of liquid droplets on the acid brick.
• Provisions for collection of condensate and drainage back to the FGD system.
• Upgrade of annulus pressurisation fans to minimise liquid migration through the brick.
• Redesign and replacement of the chimney cap to promote drainage of collected liquid and to minimise ice formation during freezing weather.
The original configuration of the flue gas system included a partial bypass from each ID fan discharge directly to the chimney. In order to eliminate this bypass under normal operation and yet to provide for a gas path directly to the chimney for use during emergency conditions, the existing bypass ducts were closed off and a new bypass duct with two dampers was added to each unit.
Seal air is supplied to the chamber created when these dampers are in the closed position. This ensures that there is zero leakage of unscrubbed flue gas to the chimney. More importantly, it prevents leakage of scrubbed flue gas into the bypass duct during normal operation.
Closing the existing bypass to the chimney also required a change in the operation of the FGD booster fans. Combined with the larger ID fans this resulted in a change to the overall boiler draft system. Using ProTrax simulation software purchased by Tri-State, Burns & McDonnell modelled the boiler draft process and control system during the design stage of the project. This helped to select control operator speeds and control set points.
Dealing with NOx
A further provision of the Consent Decree was to mandate the selection, installation and operation of state-of-the-art low-NOx burners using two-stage combustion and overfire air. The NOx emission limitation set by the Consent Decree was 0.30 lb NOx/million Btu heat input on a calendar year average basis.
Craig units 1 and 2 were equipped with 40 burners per unit, with eight burners serving each of five coal pulveriser mills. The units were designed to operate at full load with one mill out of service. The original burners were designed to operate with total secondary air flow for either 32 or 40 burners in operation. For this project, state -of-the-art low NOx burners were designed to operate with less secondary air.
The NOx control contract was awarded to Babcock & Wilcox (B&W) in November 2002. B&W provided a guarantee of 0.25 lb NOx/million Btu to 0.30 lb NOx/million Btu (depending on coal analysis) as a maximum outlet condition for any combination of four or five mills in service. Installation was completed for Unit 1 during the autumn outage in 2003 and unit 2 during the spring outage of 2004.
B&W was contracted to install new DRB-4Z burners on Craig units 1 and 2. 40 burners were installed on each unit to replace the existing burners.
To achieve the maximum NOx reduction potential, a portion of the secondary air was diverted from the burner front to a set of overfire air (OFA) ports installed between the top row of burners and the furnace exit. Units 1 and 2 were originally constructed with an open portion of windbox above the existing burners that was compartmentalised and used for the new OFA ports.
B&W installed eight dual zone NOx ports for each unit. Four overfire air ports were located above the burners on the front wall and four were located above the burners on the rear wall. As already mentioned, the uppermost portion of the original windbox was compartmentalised. Each end of the OFA windbox was attached to the secondary air duct, similar to the original burner windbox configuration. The OFA mass flow was measured with pitot tube grids located at each end of the windbox. The dampers that control the total mass flow to the OFA were built into each dual zone OFA port and controlled with a linear drive. The OFA system allows for a front to rear bias of OFA flow.
The purpose of the OFA system is to reduce NOx emissions from the boiler by staging the combustion process. A portion of the secondary air is diverted from the burner front to a series of OFA ports that are located above the burners on the front and rear walls. As a result, the burners are fired with less air than originally designed. If the amount of air admitted to the burners is less than the amount theoretically required to completely burn the coal, then the burners are said to be firing substoichiometrically. In substoichiometric firing, the oxygen deficiency results in a portion of the fuel converting to carbon monoxide (CO), a combustible gas that would burn if there were enough oxygen present. As the CO leaves the burner fronts and migrates up the furnace, it comes into contact with NOx, which is also formed during combustion. The NOx, being thermally unstable, readily gives up its oxygen to the CO, thus reducing the NOx and burning out the CO. This NOx reducing action continues throughout the furnace, until the gases reach the elevation of the OFA nozzles. At this point, further NOx reduction is abandoned and OFA is admitted into the furnace to complete the burnout of any remaining high levels of CO.
Operating experience
The unit 1 six week construction outage was September/October 2003 and that for unit 2 March/April 2004. Not surprisingly for a project of this magnitude there have been teething problems, but measured emissions of NOx and SOx have been under guarantee levels and well within the regulations: NOx, 0.25-0.26 lb/million Btu and SOx removal efficiency, 95-96%. This compares with guarantees of: 0.30 lb/million Btu NOx and 93.7% SOx removal. For particulates, performance testing for unit 1 was done in December 2003, following start up of the new pulse jet fabric filter in late October 2003, at the end of the six week construction outage. The performance tests indicated a particulate emission level of 0.0079 lb/million Btu (performance guarantee = 0.015 lb/million Btu) and opacity (6 min average) of 3.6% (guarantee = 5%), with pressure drops also within guarantee.
However, since May 2004, opacity for unit 1, which averaged around 3% for the first six months, began to rise, to around 7%, with occasional spikes of about 10%. The pressure drop has also become higher than expected, as has the outlet flue gas temperature (20-30 °F above guarantee) and the volumetric flow of flue gas to the fabric filter.
A similar pattern has been experienced on unit 2 since start up of that unit's fabric filter in April 2004, although, it should be stressed, both units are operating within regulatory requirements, which stipulate a maximum opacity of 20%.
Inspection of the individual compartments of the filters has indicated that in a large number of cases the two halves of the cages have become uncoupled and the bags stretched, while many of the bags are damaged and torn.
It appears that a root cause of the problem is poor gas flow distribution between the two bundles in each compartment. At the time of writing modifications were being tested.
For further information see papers presented to the Combined Power Plant Air Pollutant Control Mega Symposium, Washington DC, 30 August-2 September 2004, by D Wolf and D Gregory and by F Campbell and D Gregory