COAL PLANT UPGRADE AND RETROFIT
Dynamic classifiers: a fine way to help achieve lower emissions
8 April 2004There have been very few conversions of UK coal mills from static to dynamic classifiers. But test experience with a dynamic classifier at Powergen's Ratcliffe-on-Soar power station has demonstrated significant fineness gain, especially at the coarse end of the particle size distribution curve, and minimal effect on mill coal throughput and operability, with greatly reduced in vibration levels. All mills at unit 1 are to be converted. The increased fineness will help offset the lower combustion efficiency (as measured by unburnt carbon levels) to be expected when a boosted overfire air system is fitted to the plant to reduce NOx.
The new EC-wide Large Combustion Plant Directive (2001/80/EC) becomes effective in 2008 and applies to all combustion plants with a thermal output of greater than 50 MW, which for the most part means electricity generation plants. These plants must also comply with the provisions of the IPPC Directive (96/91/EC). While new combustion plant must meet the emission limit values (ELVs) given in the LCPD, existing plant (ie those in operation pre-1987) can choose to meet the obligations by either:
• Complying with ELVs for nitrous oxides (NOx), sulphur dioxides (SO2), and particles.
• Operating within a 'UK national plan' that would set a ceiling for each pollutant. Some plants could then emit more than would be allowed by application of the ELV, others less.
Unfortunately, modern techniques to reduce NOx levels produced in a large pulverised coal fired furnace can result in a reduction in combustion efficiency as measured by the amount of unburnt carbon in the flyash. However, improvements in the fineness of the pulverised fuel (PF) can reduce or eliminate the impact of these in-furnace NOx reduction techniques on boiler efficiency. In the UK, the majority of coal mills on existing power plants are fitted with static classifiers and improvements to these offer a limited means of improving the fineness of the ground product from the coal mills. A better solution is to exchange the static classifier for a dynamic (or "rotary") type. And the latest generation of dynamic classifiers is indeed proving to be a good way of improving the fineness of the ground coal leaving the mill, with the potential to eliminate almost all the coarse fraction (>300 µm) from the supply of PF to the furnace. Adoption of dynamic classifiers can also result in a reduction in NOx levels in its own right as they allow the furnace to be operated at lower oxygen levels.
UK power plants have little experience with the latest generation of dynamic classifiers. Recognising this, the UK power plant operator Powergen PLC ordered a single latest generation dynamic classifier for retrofitting to a 10E10 coal pulveriser at its flagship coal generating plant at Ratcliffe-on-Soar. The opportunity to learn more about the operation and performance of a single dynamic classifier on one of the Ratcliffe coal mills, ahead of the possible wholesale adoption of dynamic classifier technology was a key driver in their thinking.
Following a competitive tendering process, an order was placed in December 2002 with Loesche GmbH for their latest dynamic classifier model. The decision to use a Loesche dynamic classifier was influenced by the fact that Loesche had supplied many dynamic classifiers for both new mills and for retrofit applications across a number of industries. The Loesche dynamic classifier unit was installed at Ratcliffe in August/September 2003 and commissioned and tested in October 2003.
The Ratcliffe plant
The Ratcliffe-on-Soar power station (Figure 1) has been in service for about 35 years and has four 500 MWe coal fired units each fitted with a limestone/gypsum flue gas desulphurisation plant. The steam raising plant consists of radiant single furnace dry bottom boilers, firing pulverised coal and capable of generating 435 kg/s of steam at a pressure of 165.5 bar at a temperature of 569ºC at the superheater outlet. Coal is supplied to the boiler furnace by eight Babcock & Wilcox 10E10 ring and ball type mills and associated drag link feeders, each capable of a coal output of nominally 38 tonne/h. The coal mills are fitted with rotating port throats and non-adjustable static classifiers. The PA/PF ratio is typically 1.8:1 at full mill output, rising to around 3.5:1 at maximum turndown. Mill outlet temperature is typically in the range 70-85ºC.
Hot air for drying the coal in the mill is provided by air heaters using exhaust gas discharged from the boiler to heat the incoming mill and combustion air. Each mill has an associated hot primary air fan to transport the coal from the mill to the furnace. During normal operation six mills are required to be in service to achieve full boiler output.
Every coal mill has two PF outlet pipes, each of which split into three smaller bore pipes that supply pulverised coal to the individual burners. The furnace is fitted with 48 axial swirl low NOx burners, arranged in a 12 (horizontal) by 4 (vertical) array on the furnace front wall. Each burner has a nominal thermal output of 38MW. The burners are arranged in groups of three, as shown in Table 1 below.
Each group of three burners is supplied with secondary air via an individual windbox. The airflow to the burners is controlled by inlet air dampers, which are nominally open/closed control; the air dampers on the two windboxes associated with a particular coal mill are operated together. The maximum windbox pressure is about 12 mbar and the windbox air temperature about 280ºC. Coal burner ignition is provided by oil light up burners and associated gas/electric igniters, located in the centre of each coal burner.
Need for a new classifier
Powergen had identified, via an earlier design study, that retrofitting of two stage combustion systems to the units at Ratcliffe would be required to satisfy the new LCP directive for NOx emissions. In order that existing plant combustion efficiency was not affected by these modified firing systems, it was also identified that an improvement to mill product fineness was required in order to preserve or better the current levels of unburnt carbon losses from the boiler.
Ratcliffe presently sells a significant percentage of its pulverised flyash and it was important that following the installation of a two stage combustion system, the plant could continue to do so. Current levels of UBC on the Ratcliffe units are approximately 7%. The predicted UBC level for a Ratcliffe unit fitted with a two stage combustion system only was less than or equal to 7%, albeit with caveats regarding greatly improved fuel distribution and a consistent mill product fineness of 99% passing 300 µm. Because of the practical difficulties of achieving greatly improved fuel distribution and a consistent mill product fineness on a day-to-day basis, it was decided that mill classifier improvements would be necessary to ensure that the PFA product was guaranteed to remain saleable.
In response to a call for tenders for suitable classification equipment, Loesche offered their most modern dynamic classifier (model reference - LSKS 33 ZD 2 So) driven by an electric motor via a belt drive and a variable speed controller. Ground and dried coal flows into the classifier from below together with the carrier air, which is more commonly referred to as primary air in the power industry. The static guide flaps integrated into the classifier redirect the coal/air mixture from an upward flow into a tangential flow. The bladed rotor turns in the same direction as the tangential flow. In the gap between the static guide flaps and the blades of the rotor, a field of centrifugal forces forms in which the coal particles are classified. Larger (oversize) particles are flung outwards and sink under the influence of gravity. After leaving the gap, oversize particles are collected in a grit collector and are returned into the mill for further grinding.
Finished material passes through the bladed rotor together with the carrier air and leaves the classifier via the outlet duct or ducts in the classifier housing. The guide flaps of the classifier are not adjustable; therefore the fineness of the finished material depends only on the rotational speed of the rotor. To produce a finer finished material after classification the speed of the rotor is increased, while lowering the speed of the rotor produces a coarser finished material. The direction in which the rotor turns depends on the flow vortex created by the rotation of the mill grinding table and the geometry of the mill throat/louvre ring. The direction of rotation of the rotor and the flow vortex should be identical. The conical grit collector is designed to create an orderly circulation of coarse particles within the mill by separating the rising coal/air mixture from the coarse particles flowing back on the inside to the centre of the mill grinding table. See Figure 2 for the arrangement of the classifier provided.
At critical parts of the classifier, suitable wear resistant materials were fitted to allow for a long working life. A separate centrifugal fan was also offered to provide the necessary supply of sealing air to the rotor bearings and seals. After passing through the rotor the fine coal and air mix is split into two streams via twin outlets on the top of the classifier assembly. The existing pulverised fuel pipes are connected to these outlets to allow the fine coal and air mix to be sent to the coal burners mounted on the furnace wall.
Following the award of a supply contract to Loesche, a series of mill performance tests were carried out on the coal mill selected for conversion to determine the process performance of the mill and the split of coal at the existing twin outlets. The tests were carried out at three different coal flows and a summary of results is shown in Table 2.
LSKS classifier:
a brief history
The Loesche LSKS dynamic classifier was developed from the company's earlier designs in response to ever increasing demands for improved product fineness from coal and mineral mills. Following work on a laboratory sized mill, the first LSKS dynamic classifier was installed on a mineral grinding mill in 1997. But it was not until 1999/2000 that it was first retrofitted to coal mills in the power industry. The conversion of Preussen Elektra's RP 803X coal mills at Scholven power plant in Germany with LSKS classifiers improved the product fineness from 65% passing 75 micron and 96% passing 300 micron to 66% passing 75 micron and 99.7% passing 300 micron.
To date some 45 LSKS classifiers have been supplied for coal mills of various types including Loesche LM mills, MPS mills, Raymond Bowl mills and EVT RP mills. The Ratcliffe project represents Loesche's first conversion of a ring and ball mill.
Ratcliffe installation
The dynamic classifier was delivered to the Ratcliffe site 7 months after order placement, during July 2003. The classifier was installed by the site mill maintenance team on top of the selected mill (designated mill "4A") during September 2003 and electrical installation was completed during the first weeks of October. The installation was straightforward with no significant work being required to modify existing mill group components/plant to allow the fitting of the new classifier. Minor modifications were also made to the unit control desk during this time to allow the incorporation of the dynamic classifier auto/manual controls and the sequence start-up/shut-down control button. The selected mill was approximately one third of the way through the life of its grinding elements at the time of conversion and no other work on the grinding elements or the mill throat sections was undertaken, to allow a meaningful comparison of the results obtained from the dynamic classifier with the existing system.
Commissioning of the Ratcliffe dynamic classifier was completed during mid-October and was split into two sections; mechanical and electrical. The mechanical commissioning was limited to ensuring the correct setup of the rotor drive belts and the operation of the rotor bearing grease pump. The electrical commissioning consisted of proving all instrument connections, modifications to the mill/boiler control and sequencing logics and setting the various control parameters in the rotor variable speed controller. Prior to reintroducing the mill into service, the rotor was run for a short time to prove the various control sequences before the coal feeder was switched on and the mill was properly introduced into service. Optimisation of the classifier with the mill online to obtain the design/guarantee process parameters and finally the completion of the guarantee tests, was completed during the last two weeks in October.
It was observed during the classifier optimisation period that the speed of the classifier rotor could be increased to such an extent that the proper functioning of the mill grinding zone was impaired. This was characterised by a steadily rising mill differential pressure and a falling mill airflow indication. The behaviour of the mill under these conditions was benign and the condition could be easily corrected by either reducing the speed of the raw coal feeder and/or the speed of the dynamic classifier rotor.
Test results
A selection of the data obtained from the coal mill and dynamic classifier guarantee tests is given in Table 3. Guarantees were provided with the supply of the dynamic classifier and these are also listed alongside the results.
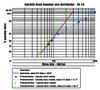
Analysis of the results shows the mill pressure differential and the mill power consumption are a little higher with the dynamic classifier fitted. A significant fraction of the increases measured is due to the harder coal being ground, 49 v 52 HGI, during the post conversion guarantee test at a nominal coal flow of 36 t/h. No modifications were required to either the mill drive motor or the mill primary air fan as the measured increases were within the existing capability of this equipment. While the improvements in PF fineness can be gauged from the results in the table, the true situation can be assessed when the fineness results are plotted for a wider range of particle sizes. The Rosin-Rammler plot for the pre- and post-conversion fineness results at 36.0 t/h is shown in Figure 4. The plots clearly show that the product of the unconverted mill has many particles sized between 300 µm and 1 mm compared to very few particles between 200 and 300 µm from the converted mill.
During the tests with the dynamic classifier, it was noticed that the mill appeared to be quieter when in operation. Vibration readings were taken following the completion of the post-conversion guarantee tests and a before and after comparison is shown in Table 4. It is calculated that the average overall reduction in vibration levels on the mill at full load is 36% with the dynamic classifier fitted.
Positive effects
As can be seen from Table 3, the fineness results from the guarantee test at a raw coal flow to the mill of 36 t/h are as per the guarantees provided. The almost total elimination of the coarse particles above 200 micron in size is valuable because it is the larger particle sizes that contribute most to the level of unburnt carbon in the flyash from the boiler. Because only one mill out of the six normally in service has a dynamic classifier, the full effects of the fineness improvement will not be properly seen until the majority of the mills on a Ratcliffe boiler unit have been fitted with dynamic classifiers. This is scheduled to happen in the summer of 2004 as Powergen have ordered a further six LSKS dynamic classifiers for the coal mills on unit 1, which will also be retrofitted with a boosted overfire air system at the same time. The planned testing programme for unit one will accurately determine the change in NOx and UBC levels that arise from the dynamic classifiers alone and it is expected that the results from Ratcliffe will mirror those obtained from other boilers in continental Europe. The classifier fitted last year is performing well in service and no problems have been raised by the unit operators. The smooth introduction of the first LSKS dynamic classifier in the UK bodes well for the future. The retrofitting of dynamic classifiers to other UK mill types is also possible, so other UK stations can take advantage of the positive effects to be gained from converting their mills to dynamic classifiers.
The Large Combustion Plant Directive - at a glance
The new European Large Combustion Plant Directive requires reductions in NOx, SOx and dust emissions from large coal fired plant. If currently existing plant defined as being licensed for operation before 1 July 1987, is to continue in service after 2008 at high availability (>2000 hours per annum), then new measures to reduce emissions are required. The new target emission level values for the UK's numerous 500 MWe coal fired units to be achieved by 2008 are as follows:
• NOx - 500 mg/kg at 6% O2;
• SOx - 400 mg/kg at 6% O2; and
• dust - 50 mg/Nm3.
Existing 500 MWe coal fired units that take the exemption route from the above ELV's are restricted to 2000 running hours per annum between 2008 and 2015 and have to meet new target emission level values as follows:
• NOx - 600 mg/kg at 6% O2;
• SOx - 800 mg/kg at 6% O2; and
• dust - 50 mg/Nm3.
The target emission levels for NOx and SOx are set to reduce further from 2016.
A final alternative is for operators to declare that they will not operate existing plant for more than 20 000 hours between 2008 and 2015 followed by closure. By adopting this approach, operators can avoid investment in measures to reduce emissions of NOx, SOx and dust.
TablesTable 1. Burner positioning on the furnace front wall Table 2. Pre-conversion results for mill 4A Table 3. Post-conversion results for mill 4A Table 4. Comparison of vibration results for static and dynamic classifiers at Mill 4A