Nuclear power
Full steam ahead for Flamanville 3 EPR turbine island construction
1 May 2010The 1750 MWe ARABELLE™ turbine generator is the world’s largest engine. The first such machine in Europe is currently under construction at EDF’s Flamanville 3 site. The turbine island at Flamanville 3 has now progressed from the manufacturing phase to construction, with the focus currently on site work and installation of major components.
As France’s first EPR, EDF’s 1750 MWe Flamanville 3 unit, currently under construction on the coast of Normandy, marks the start of a new era for the French nuclear programme – both in terms of unit size and technology – the EPR being classified as a “Generation III” reactor, which is advanced but also evolutionary. Similarly, the turbine island is an evolutionary solution that builds very firmly on experience amassed with the country’s 58 existing pressurised water reactors and also with exported plants. Areva is providing the Flamanville 3 nuclear steam supply system, which is designed to provide over 9000 t/h of saturated steam at a pressure of 75 bar and a temperature of 290°C to the steam turbine.
Alstom’s role, under a contract awarded in September 2006, is to convert this vast quantity of wet steam into electricity in the most effective way possible, achieving a thermal cycle efficiency in excess of 38%. The Alstom scope of supply includes engineering, manufacturing and procurement, construction and commissioning of the steam turbine, turbogenerator, condenser, moisture separator reheaters, feedwater heaters, deaerator, condensate extraction pumps, cooling water circulating pumps, plus auxiliary equipment such as the turbine bypass system, compressed air distribution system and busbars.
Alstom has in fact over the years provided the steam turbines, turbogenerators, condensers and moisture separator reheaters for all the French operating nuclear plants to date, and has also supplied a large proportion of the other main equipment, such as circulating water pumps and condensate extraction pumps, boiler feed water pumps with associated drives, emergency diesel generators, etc.
But Flamanville 3, with a turbogenerator rated at 2000 MVA, represents a significant scaling up over what has gone before, and indeed when it enters service, currently expected in 2012, it will be the world’s largest power generating unit (although the Taishan 1 and 2 EPRs currently under construction in China – and due to enter commercial service in 2013 – are also based on Alstom steam turbine technology and might subsequently take the lead by a short head due to a slightly higher reactor rating).
Flamanville 3 will incorporate the longest last stage blade ever made by Alstom.
Also, in a departure from previous French PWR practice, it will use vertical moisture separator reheaters, as specified by EDF in its request for proposals.
The ARABELLE™ turbine
The design of the 1750 MWe ARABELLE™ steam turbine for Flamanville 3 builds on experience with EDF’s four 1550 MWe ARABELLE™ units currently operating in France. These machines, two each at the Chooz B and Civaux N4 plants, have been running for over ten years and already set the record for the largest steam turbines in service.
The Arabelle concept, initially introduced at the end of the eighties, was to deliver higher efficiency, reduced investment costs for the turbine hall, reduced maintenance, and maximum reliability. With the support and encouragement of EDF, ARABELLE™ was developed at a time when most turbine manufacturers were limiting their ambitions in the face of bleak commercial prospects for nuclear power.
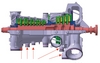
Unique among large nuclear steam turbines, the ARABELLE™ architecture employs single flow HP and IP sections, contained in a combined HP/IP casing to reduce overall length (with, in the case of Flamanville 3, about 1100 MWe produced from a 13 stage rotor weighing just 140 t, in a HP/IP module weighing around 600 t). The combined HP/IP casing is similar to those sometimes used in fossil fired applications except for its much larger size (bearing in mind that a saturated nuclear steam turbine needs to accommodate an inlet volume flow about five times bigger than a coal unit of equivalent power because of the much lower steam pressures and temperatures). In the ARABELLE™ concept, the incoming main steam expands in the single flow HP section and is then fed to the moisture separator reheaters (MSRs), where it is superheated in two stages, using a derivation of the main steam and an extraction from the HP. The superheated steam is then expanded in the single flow IP cylinder of the turbine. This IP section is a key distinguishing feature of ARABELLE™ (see diagram, bottom left).
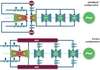
Previous-generation nuclear steam turbines typically have a two-flow HP turbine plus two or three two-flow LP sections, in which the IP expansion is accommodated. After expansion in the HP turbine, the steam typically enters the MSRs, where it is dried and superheated by a derivation of the main steam and then fed to the LP turbines for final expansion down to the condenser pressure. ARABELLE™ is the only large nuclear turbine that has a separate single flow IP section, with the steam flow split for multiple expansion in the LP sections done at a pressure about three times lower than previous generation machines.
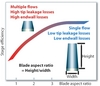
The maximal use of single flow expansion, from 75 bar down to 3 bar, accounting for 60% of the total expansion, is a major contributor to the overall high efficiency. Single flow is inherently highly efficient because of the reduction in the effect of secondary losses that develop at blade roots (eg due to turbulence) and tips (eg due to leakage) in the steam path. Basically, the significance of “border effects” is reduced because a greater proportion of the expansion is achieved with longer blades, which have a higher aspect ratio (= height/width), see diagram below.
ARABELLE™ now comes in two sizes for both 50 Hz and 60 Hz grids, a 1700 MWe class machine and a 1000 MWe version. As well as being used at Flamanville 3, the 1700 MWe version is to being deployed at Taishan 1 and 2 in China (the latter employing a shorter last stage blade, with smaller LP exhaust area, reflecting warmer average cooling water temperatures than in Normandy), and is selected for the EPR projects in the USA, starting with Calvert Cliffs 3. The 1000 MWe version has been adopted by China for its CPR1000 projects (an indigenised version of the French-supplied Daya Bay 900 MWe PWRs) under construction at: Ling Ao 3 and 4 (Phase 2); Hongyanhe 1-4; Ningde 1-4; Fangjiashan 1 and 2; and Fuqing 1-4.
Last stage blade (LSB) and condenser pressure
Also contributing to high efficiency is the large LP exhaust area, 155 m2 at Flamanville 3, taking maximum benefit of Alstom’s longest ever last stage blades (1.75 m).
The Alstom LSB design features an integral snubber to ensure reliability and a curvilinear fir tree attachment, providing easier access for inspection.
Thanks to the vibration control provided by the snubber connection between blades, this type of blade provides the benefit of a reduced weight – around 80 kg – compared with free standing blades. To achieve the required stiffness free standing blades may end up weighing around four times more than this. With relatively light, integrally snubbered blades, it is possible to design the bearing system so that it can withstand the unbalance created by postulated failure of the LSB. Meeting this design criterion is not really feasible with significantly heavier blades.
Aerodynamic design is also optimised and the last stages benefit from the 3D profiles developed by advanced computer modelling, and now made possible by modern manufacturing techniques.
The Flamanville site is fairly good in terms of seawater cooling water temperature, with a resulting condenser pressure of 46 mbar. The large LP exhaust area at Flamanville is designed to make maximum use of this by minimising the velocity of the exhaust steam and thus the kinetic energy losses. Kinetic energy of the exhaust steam can represent several percentage points of turbine power, and its reduction is highly beneficial to the project.
MSR and feedwater heating
Further significant performance benefits derive from the use of two-stage moisture separator reheating, as well as from improvements to the feedwater heating systems.
With the two-stage moisture separator reheater, for a given final reheat temperature, only half the live steam flow is used compared with a single stage reheater. This replacement of main steam by already partly expanded HP extraction steam provides a very valuable cycle efficiency benefit. As already noted, the MSRs at Flamanville 3 are arranged vertically, a departure from previous practice at French PWRs, but an arrangement already provided on other units by Alstom, eg in Germany.
The feed heater configuration at Flamanville 3 is upgraded compared with the previous generation of nuclear plants, and is in line with best practice today. There are seven stages of feedwater heating: four LP heaters (fed from extractions in the LP section, an extraction from the IP section, and the IP exhaust); the deaerator (fed from HP exhaust); and two HP heaters (fed from extractions in the HP section). This is one more stage of reheat than in previous-generation plants. In addition, forward recovery pumping of condensate of LP heaters is used to significantly increase the plant net output. Both these modifications have a measurable impact on the plant output.
Welded rotors
Use of welded rotors, as opposed to mono bloc solid rotors, is a well established feature of Alstom turbines (both gas and steam), developed over the last 80 years.
The rotor is made up of smaller forgings. For very large rotors as required in nuclear turbines, it allows better control of material properties. Because of the reduced stress compared with the shrunk on disk design, steel with lower yield strength can be selected allowing better resistance to stress corrosion cracking while achieving the properties required for the disks supporting the last stage blades. Ultra large forgings can be a very significant bottleneck in the supply chain for nuclear plant, whereas smaller forgings can be sourced from a larger number of suppliers.
Improved ease of maintenance
As already noted, the Flamanville turbine island includes a number of features aimed at facilitating maintenance. For example, the LP inner casings are independent of the LP exhaust hoods, allowing LP turbine assembly to be independent of the condenser and the shaft-line to be aligned without exhaust hood dismantling. In addition having the IP/LP pipe work below the turbine table improves access for LP module maintenance.
The separate IP expansion also brings maintenance benefits.
The turbogenerator
The Flamanville 3 turbogenerator is a GIGATOP 4-pole machine, with hydrogen-cooling of the stator, rotor and the static parts and water-cooling of the stator winding. Features and benefits include:
• Stainless-steel cooling tubes for direct cooling of the stator bars. The corrosion resistance of stainless steel avoids clogging of the cooling tubes, losses are minimised and efficiency enhanced. The electrical and cooling circuits are kept separate, further improving reliability. Over the past 35 years Alstom stainless-steel cooling tube technology has demonstrated excellent reliability in operation.
• Direct hydrogen cooling of the rotor provides a nearly uniform temperature all along the rotor body, minimising the risk of thermal unbalance.
• Triple-circuit hydrogen sealing system for very low hydrogen consumption with high and constant hydrogen purity and generator efficiency (a well-referenced technology on large fossil fired plants).
• Stator end-winding support structure design that reduces maintenance effort and contributes to high availability. It can be readily re-tightened during a major overhaul, facilitating maintenance.
• Ease of inspection and maintenance, with inner components designed to be easily accessible. The rotor can, for example, be removed, without disassembling the end casing.
• Brushless excitation, further reducing maintenance requirements and contributing to compactness. And last but not least,
• Ease of transport.
Circulating water and condensate extraction pumps
The Flamanville 3 design includes 2 x 50% circulating water pump sets for main unit cooling, each providing 110 000 m3/h with 15.4 m head. These pumps are of the concrete volute type. They rotate at 151 rpm, and operate with an efficiency of 91.5%.
Concrete volute pumps have a number of advantages over conventional, full-metal, pumps, including long life, best resistance to corrosion, reduced noise and vibration, together with minimum maintenance. The casing (volute) and suction duct are made of standard reinforced concrete, with a very robust design against corrosion and abrasion, while good maintainability is assured by employing a simple vertical shaft “pull-out” design that allows critical parts such as the shaft and the impeller to be easily removed for maintenance.
With low rotation speeds pressure losses are reduced and the mass of the concrete structure provides the pumps with excellent inertia properties – all contributing to high efficiency, sustained over the whole machine lifetime.
The volute and suction line, both integrated into the pumping station civil work, are particularly resistant to corrosion and abrasion – and even in a seawater environment, as at Flamanville, fouling hazards are reduced. There is also minimal exposure of metal parts to water.
The Flamanville 3 pump sets include a fully equipped pull-out section, complete electrical motors and gear boxes. The contract scope also includes a full set of formworks for the hydraulic concrete forms of both pumps.
Alstom has supplied more than 200 Bergeron concrete volute pumps for condenser cooling purposes worldwide.
The three 50% condensate extraction pump sets for Flamanville 3 (two in operation, one in standby) are also being supplied by Alstom. These Bergeron pumps are of the vertical multi-stage bowl diffuser type, arranged inside a suction barrel. They are designed for high reliability (with experience at power plant sites for over 25 years with minimum servicing). The design is based on double suction impellers, allowing reduced pump lengths but very high efficiency. The barrel is installed in a concrete pit below the condenser level and operates under condenser pressure.
The double suction is located at the very bottom of the pump in order to operate under the best possible NPSH (net positive suction head) conditions. The suction impeller has been designed and tested to ensure the lowest required NPSH at all operating points, while the pressure stages are located as close as possible to the pump discharge head.
The electric motor, which has its own thrust-bearing device, is located on a separate civil structure to avoid interactions with the pump itself, and to minimise vibrations. Alstom has already supplied more than 200 such Bergeron condensate extraction pumps for nuclear power plant applications worldwide.
Into the construction phase
The engineering phase of the Flamanville 3 turbine island is completed and manufacturing is almost finished.
The turbine island erection phase started in September 2009 and equipment already on site includes main components for the condenser – which is the first major piece of equipment to be installed – such as hot well, neck and tube bundles. Feedwater tanks, reheaters, HP heaters and LP heaters are also now on site. Turbine island construction is on target to hit its contractual schedule, which calls for the major milestone of turning of the 70 m long shaft line – using the electrical turning gear – in 2011.
A key challenge in the manufacturing of turbine island components has been to re-establish a complete supply chain, following a long period in Europe without significant nuclear power plant orders. This had resulted in a diminished pool of players, lack of competition, and high prices, making a global approach necessary, with the added challenge of ensuring that all components were manufactured to the relevant European standards and required quality. Alstom’s wide network of dedicated sourcing professionals located in traditional supplier markets helped the Flamanville 3 project team to support a global sourcing approach. All suppliers selected adhere to Alstom’s high quality standards including in terms of their technical capabilities and EHS aspects.
Timely manufacturing of the turbine components for Flamanville 3 has involved collaboration among Alstom’s worldwide manufacturing sites and its global network of suppliers. No less than 11 countries, including the USA and several in Asia, were involved. As part of this collaboration, a new milling machine was sent from China to Alstom’s Morelia factory in Mexico, for manufacturing of the diaphragm with which the ARABELLE™ steam turbine is equipped.
The steam turbine itself is being assembled in the Belfort factory in France. The Belfort workshop has equipment that is among the most modern in Europe and its capacity for making large, heavy rotors makes it one of the world’s key manufacturing sites. The casing production line in the workshop was completely renewed in 2002 with three very large machining stations. In fact it has one of the world’s largest vertical machining centres, the VMG 10, which has an 8 m span between columns and is able to machine the high and intermediate pressure casings for Flamanville and other EPR projects.
Globalisation brings its challenges, particularly when involving sub-contractors. Machining of the 8 m diameter LP inner casing for Flamanville 3, for example, proved too time consuming for the sub-contractor initially selected. So to keep things on schedule, Alstom eventually had to take this work back into its own facilities, Belfort for the inner casings and Karlovac for the associated exhaust structures. This was more due to a scheduling issue than a quality issue. But there have also been instances where getting sub-suppliers to fully understand the quality requirements took more effort than had been initially anticipated. However, the quality management is now in place at these locations, and excellent work has been done. This has included qualification audits to check the quality systems of the suppliers including their technical capabilities and EHS aspects, as well as continuous checks, surveillance audits and inspections during execution.
The focus of turbine island activities has now moved from manufacturing to construction, where Alstom is on-site, working alongside its customer, EDF, to deliver the project to the required high quality levels, within a demanding schedule.