power plant upgrade
Gas turbine modernisation: looking at the options
20 July 2006A number of upgrade options are available for operating turbines of the V64.3, V94.3A (SGT5-4000F) and V94.2 (SGT5-2000E) types. These include retrofit of Si3D turbine blades and vanes to stage 1 and 2 of the V94.2, perhaps the most complex upgrade project for this frame, and also installation of hydraulic clearance optimisation (HCO). Combinations of measures can achieve a 1% point increase in combined cycle efficiency.
As a gas turbine OEM (Original Equipment Manufacturer) Siemens downloads, where appropriate, the latest design features developed for new gas turbines to the units in service. This includes advanced design methods, new base materials for compressor and turbine blades and vanes, the latest surface protective coatings and advanced combustion techniques. The results are upgrade options such as “CMF+” (increased compressor mass flow), “TT1+” (increased turbine inlet temperature), or “41MAC” (extended service interval, to 41 000 EOH, and increased lifetime of hot gas path components).
These upgrade “products” aim to reflect operating experience and analysis of fleet statistics to determine what is required. Key drivers are demands for increased capacity, improved efficiency, compliance with the current and future environmental regulations, improved availability and reliability as well as reduced service costs.
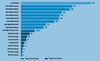
Key members of the fleet of operating Siemens gas turbines include the silo combustor types, the V64.3, the 50 Hz V94.2 and the 60 Hz V84.2, as well as the annular combustor type, the V94.3A. There are thirty-two V64.3 machines and 240 V94.2/V84.2 machines in operation, while more than 130 of the V94.3A engines have been sold. The new names (as from 2005) and ratings of these and the other Siemens gas turbines can be seen in Figure 1. The heavy duty gas turbine range now extends from 60 MW to the 340 MWe SGT5-8000H, to be constructed at an existing German power plant (see photo).
Roadmap for the V94.2
The V94.2 (Figure 2), which has the largest fleet of operating units, is characterised by rapid startup capability, highest reliability and availability as well as the capability to fire poor fuel qualities. The fleet has logged more than 10 million equivalent operating hours. The current new model SGT5-2000E(7) has an output of about 168 MW at a turbine inlet temperature (ISO) of 1080°C.
A development roadmap for the V94.2 machines in service and the new SGT5-2000E has been established to meet the requirements identified in the course of marketing both service/modernisation options and new units.
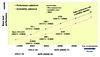
The roadmap integrates modular upgrades into a frame strategy (Figure 3) and is based on the V94.2(3) of 1999 vintage. This version was supplied by the OEM from 1989 onwards, with turbine inlet temperature eventually increased to 1060°C ISO. The same upgrade strategy and options apply in the case of the 60Hz, V84.2, version. Modular upgrade packages currently available are:
• TT1+: increase in turbine inlet temperature (hot gas temperature in front of vane No 1), from 1060°C to 1075°C. This is achieved through hot-gas-path modernisation measures, including improvements in the mixing and inner casings, new coating on the turbine blades with aluminisation on the inside and a new oxidation protection coating and thermal barrier coating (TBC) on the outside (Figure 4).
Alternatively, the hot-gas-path modernisation can be used to extend the maintenance interval (as part of the 41 MAC (MAintenance Concept) if the base turbine inlet temperature is kept at 1060°C. Both the TT1+ and the 41MAC options have been offered since 2001. The 41MAC maintenance interval increase option – ie increase of interval to 41 000 EOH – is available over the entire V94.2 roadmap, ie in conjunction with the CMF+ and the Si3D options (see below).
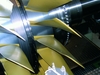
• CMF+: compressor mass flow increase. This is achieved mainly by upgrading the four front rows of the compressor (including the inlet guide vanes) with new controlled-diffusion-type, CDA, airfoils (see Figure 5). CMF+ has been available since 2003 and to date there have been 47 sales to new units. The simple cycle output gain has been demonstrated to be about 3.2%.
• WetC: wet compression. This was also made available in 2003. A large quantity of atomised water is injected through a nozzle rack into the compressor air intake. The water evaporates and cools the compressed air flow. This results in a significant performance gain in both power output and efficiency, independent of ambient conditions. Recently the first V94.2 engine with wet compression logged more than 2000 operating hours with wet compression, which provides about 20 MW of additional power.
• Si3D turbine blades. The Si3D turbine upgrade was made available in 2005 (further details below). It is applied to the first four rows of the turbine.
• HCO: hydraulic clearance optimisation. This works by shifting the entire rotor in the counter flow direction to reduce radial tip clearances and corresponding aerodynamic losses associated with the turbine blades (further details below).
A specific nomenclature for the different evolution steps is used to facilitate understanding of the individual design modifications, performance steps and progress in maintenance interval extension:
• V94.2(3): available since 1989, turbine inlet temperature 1060°C in the majority of the fleet, no longer offered by OEM.
• V94.2(4): V94.2(3) plus TT1+; no longer offered by OEM as replaced by the V94.2(6).
• V94.2(5): V94.2(3) plus CMF+ compressor upgrade.
• SGT5-2000E(6)/V94.2(6): V94.2(3) plus TT1+ and CMF+.
• SGT5-2000E(7)/V94.2(7): V94.2(3) plus TT1+, CMF+ and Si3D.
Comparing the V94.2(3) with the V94.2(6) there is a remarkable power increase of about 7 MW for simple-cycle and an improvement of 0.3 percentage points in combined-cycle efficiency.
The SGT5-2000E(7)/V94.2(7), with a turbine inlet temperature of 1080°C, will achieve around another 0.5 percentage-point in gas turbine efficiency improvement, with an additional 3.7 MW of gas turbine output (168 MW base load power output in total).
The Si3D option
In 2005 new high efficiency turbine blades and vanes, called Si3D and designed with the latest 3D CFD methods, were introduced for stage 1 and 2 (ie, first four rows) of the V94.2/SGT5-2000E gas turbine.
This blading is used on the new SGT5-2000E(7) machines and can also be backfitted. For ease of retrofit, hub and shroud contours remain unchanged and the axial width of airfoils remains nearly as before.
In addition, secondary air savings in the turbine section (cooling air and leakage air at the seals) have been achieved.
In designing the Si3D upgrade, the aim has been to achieve the performance increase through the modular turbine efficiency gain without including a turbine inlet temperature increase (TT1+). To receive maximum benefit for combined cycle application (about 80% of the fleet is operating in combined cycle mode), turbine exhaust temperature (TT2) must also remain constant. Conscious that these boundary conditions are in contradiction, the design strategy has included the following three measures to meet the targets:
• the aero-upgrade (see below for more detail) enhances turbine section efficiency, reducing turbine exhaust temperature, TT2; but
• secondary air savings tend to increase TT2; and
• restaggering vane No 1 (opening throat area) reduces the compressor outlet pressure with the effect that TT2 is further increased.
The three measures are combined in such a way that both basic boundary conditions are met. Due to the secondary air savings the calculated turbine inlet temperature is raised from its original reference value of 1060°C by +5°C to 1065°C (ISO). This upgrade programme yields a 3.7 MW increase in gas turbine output and about a 0.5% percentage point increase in gas turbine efficiency.
In addition to the performance improvements attributable to the newly developed blades and vanes, lifetime was also extended by using new nickel based super alloy material and enhanced protective as well as thermal barrier coatings.
The service retrofit scope derived from this new blading programme consists of the four upgraded rows and modified adjacent parts (Figure 7). While blade No 2 requires a modified damper element, the vane carrier is modified with several retrofit parts that serve to reduce secondary air losses.
The first Si3D upgrade has now been completed and the unit equipped with instrumentation to validate the revised secondary air conditions as well as provide measured pressures and temperatures in the hot gas path for comparison with the aerodynamic analysis.
Clearance optimisation
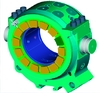
A dedicated HCO system has also been developed for the V94.2. It involves an axial thrust compressor bearing modified by fitting hydraulic pistons to shift the rotor axially towards the compressor, thus decreasing the radial clearances at the tips of the turbine rotor blading and improving turbine efficiency (Figure 8). This is feasible due to the conical shape of the compressor and the turbine outer flow path. As the cone in the turbine section is four times as steep compared with the compressor cone and furthermore the turbine power is two times the compressor power, the increased compressor losses due to opening of the radial compressor blade tip clearances use up only 1/8 of the turbine power and efficiency improvement. In total the power increase due to HCO on a SGT5-2000E/V94.2 will add 1.8 MW and the efficiency of the gas turbine will increase up to 0.26% points.
The end of the roadmap shown in Figure 3 has not yet been reached and R&D efforts continue, with further upgrades planned for the V94.2 and SGT5-2000E, eg application of the turbine efficiency upgrade to turbine stages 3 and 4.
V94.3A and V84.3A upgrade
The advanced annular combustor type gas turbines, V94.3A (50Hz) and V84.3A (60Hz), were introduced in 1996 and are now marketed as SGT5-4000F and SGT6-4000F, respectively. To date 120 such machines have entered operation, and have logged over 2.6 million equivalent operating hours, while more than 30 are under construction. The main upgrades available to the operating fleet are:
• CMF+. The compressor mass flow increase upgrade for the V94.3A and V84.3A consists of an aerodynamic optimisation of the blades and vanes of the first four compressor rows. The greater compressor mass flow results in an increase in gas turbine power output of up to 3%. The 3A CMF+ option is comparable to the one for the V94.2 described above.
• HCO. In a test plant where HCO was implemented in combination with CMF+ and has operated for more than 16 000 hours, the combined effect of the upgrades was to boost the power output of a V94.3A by 8 MW and increase gas turbine efficiency by 0.2 percentage points.
• Wet compression. The power increase due to wet compression will be up to 15% for the advanced engines. Wet compression has been successfully tested and operated on V84.2 and V94.2 engines and also in the Berlin plant test bed on a V84.3A.
• Turn down. The turn down option expands the low NOx part load range. For the V94.3A and the V84.3A, the range with low emissions and high turbine outlet temperature is extended from the original 60-100% range to 45-100%. The “closed” position for the IGV is therefore adjusted to a new set point.
Modernising the V64.3
For the V64.3 a 33MAC concept has been developed to reduce life cycle cost. This enables the power plant operators to extend the maintenance intervals from 25 000 to 33 000 EOH.
A good time to implement the 33MAC package is for “life time extension” (LTE) at 100 000 EOH, by which time the gas turbine has reached the end of its first design service life and is preparing for 100 000 EOH of additional life.
With the 33MAC option, the operator saves one major overhaul and gains 0.9% in availability. The inspection time lines for 25MAC and 33MAC are shown in Figure 9.
For 33MAC the V64.3 has to be brought up to the latest design status and new turbine blades and vanes are required for the first two turbine stages. These 33MAC blades and vanes are equipped with thermal barrier coating and oxidation protection. In the first stage, the cooling system was improved and the material of the first rotating blade is changed to a stronger, Ni-based, super alloy.
Major upgrade projects
V94.2 A good example of an upgrade combining several modernisation measures is provided by a project involving a power plant in south east Europe. This has six V94.2 gas turbines in combined cycle configuration. Siemens received a contract to overhaul a gas turbine in the power plant in which the highly loaded components had reached the end of their calculated service life and to upgrade the unit over the next three major overhaul intervals. In addition to a large number of minor measures, the turbine was converted to the 41MAC maintenance regime. The CMF+ option was implemented and the turbine was upgraded to state of the art.
A new rotor was fabricated in the Berlin manufacturing plant for smooth project execution and installed in the first gas turbine during the 100 000 EOH major inspection and overhaul outage. The old rotor from the first gas turbine was modernised in the Berlin manufacturing plant and was made available for the major inspection and overhaul outage of the second gas turbine.
V64.3 core exchange Many of the V64.3 fleet will reach 100 000 EOH in the next few years and at this point the gas turbines have to undergo a life time extension process to prepare them for the next life cycle, from 100 000 to 200 000 EOH.
To keep the downtime period short, several concepts were developed. The range of measures ranged from checking and restoring the original turbine part by part, rotor exchange concepts where the old rotor is replaced by one that was prepared in advance, or by exchanging the whole core turbine, which entails the least lowest technical risk and provides the quickest option for the 100 000 EOH outage.
In Germany one new V64.3 core turbine with 33MAC upgrade has been ordered and will be installed in October 2006 in the first unit of a power plant. The replaced core turbine will than undergo life time extension measures in the Siemens factory in Berlin and will be used for the second unit of the plant in 2007.
Total plant upgrades
With a variety of upgrade measures contributing towards increased performance (for example applying CMF+, TT1+ and Si3D at the same time), a plant can easily produce an additional 20 MW. But the capacity of an existing plant system may be a limiting factor and in this case, the upgrade concept must be extended to the entire plant. As soon as a bottle neck is identified, measures will be proposed to solve the issue. If for example the capacity of the generator is the bottle neck, improved internal or external cooling could be considered. In general: the higher the power increase coming from the combined upgrades, the greater the need for integration in a total plant concept.
1% point efficiency package
The upgrade measures TT1+, CMF+, HCO and Si3D provide a both a power boost and an efficiency increase for a V94.2 (SGT5-2000E) gas turbine. Many V94.2 gas turbines are operated in electricity markets where prices are low and the electricity market is saturated. Others may be restricted in power output because of their contractual situation. For these power plants, we are developing concepts that make use of the upgrades to reduce fuel and maintenance costs.
The focus is to increase the total plant efficiency of a combined cycle power plant by 1% point (eg from 52% to 53%), employing a combination of four upgrades:
• Si3D blades and vanes for turbine stages 1 and 2;
• hydraulic clearance optimisation;
• fuel preheating; and
• upgrades for the rear turbine stages, currently in development.
When combined with the target of increased power output, the combined cycle power output should increase by about 12.5 MW.
Another scenario would be a case where the combined cycle power output has to be kept strictly constant because power increase cannot be accommodated commercially. In this case, the above upgrade combination could be used with a reduced turbine inlet temperature. In this case we expect that the combined cycle efficiency can be increased by 0.7% points. The smaller gain in efficiency through the reduced turbine inlet temperature will to some extent be balanced by a further reduction in repair requirements for the hot gas path components.