clean coal and gasification
IGSC: using rocket science for increased power, 100% CO2 capture, and no NOx or SOx
1 February 2008The Integrated Gasification Steam Cycle is a new way of generating electricity from coal, which, when backfitted to an existing coal fired power plant, not only increases power output substantially but also allows 100% removal of carbon dioxide.
The carbon capture is intrinsic to the IGSC process rather than being an add on, like post combustion scrubbing processes, which are essentially a case of trying “to catch the horse once it has bolted.”
The basic concept of IGSC is gasification of coal in a quench gasifier, followed by combustion of the resulting syngas, with oxygen and water, in a modified gas turbine fitted with a novel form of oxy-burner, derived from rocket technology, the CES burner (see MPS, May 2006, pp 20-27). This turbine, which has no compressor (as oxygen is being used) and is called the “fired expander”, drives a generator. The exhaust from the combustion is passed through an HRSG and the resulting steam used to generate further electricity. Thus the process is a combination of gasification with Brayton and Rankine cycles, as used in “conventional” IGCC, but the IGSC has a working fluid of steam and CO2 as opposed to the normal N2 and CO2. Downstream of the HRSG, the exhaust gases, which consist of steam mixed with CO2 are directly quenched with circulating cold water to condense all the steam, leaving the CO2 to be collected and compressed.
The IGSC design work to date has been carried out, with 50% funding from the UK government, by a consortium consisting of Jacobs as the lead partner (providing technology lead and project management), together with Siemens (fired expander and steam turbine), Man Turbo (compressors and HRSG), CO2 Global (CO2 transport and storage issues) and Imperial College (investigation of properties, including thermodynamics, of the “flue gas” (a mixture of water, CO2 and SO2)).
The design team was given the Shell Energy Award at this year’s IChemE Assembly.
As well as retrofits, designs have also been developed for large-scale new build plants.
Key features of the design
The IGSC project was instigated as a result of the CES burner being introduced to Jacobs with the suggestion that it might be used for coal based CCS schemes in Europe.
Some key features of the IGSC can be summarised as follows:
• Because near-pure oxygen is used for combustion, there is no need for a large integral air compressor as incorporated in conventional gas turbines, and only a simplified expander is retained from the original gas turbine design, which is fitted with CES burners to become the fired expander.
• The “flue gas” from the fired expander consists mainly of steam with around 20% CO2 rather than the conventional flue gas of nitrogen, oxygen and CO2 in a natural gas combined cycle or IGCC.
• To optimise the energy cost of compressing the CO2 left after condensation of the steam in the “flue gas”, the back-end of the HRSG is run at an elevated pressure, around 10 bar.
• The steam in the “flue gas” is separated from the CO2 by counter-current direct quenching with cold water in Jacobs desaturators. Desaturators are commonly used in the chemical industry
to separate non-condensable syngases from evaporated water and are specifically applied in methanol and ammonia synthesis plants, of which Jacobs has extensive experience.
• The main body of the plant is run in a sulphurous condition, ie, with all the sulphur in the coal feedstock being retained in the “flue gas” as SO2 which is removed during the compression of the captured CO2. It is essential therefore, that, for materials protection, the “flue gas” does not fall below the acid gas dewpoint temperature (ADT) in any section of the plant whose materials of construction are not pre-selected to withstand acid condensation. For this reason: start-ups and shut-downs must commence and end respectively using a sulphur free feedstock such as natural gas; and the HRSG is designed such that its “flue gas” exit temperature, and that of all feedwater admitted to the HRSG, is above the ADT.
• The IGSC offers a unique opportunity for the application of a novel means of acid gas control, and the removal and recovery of sulphur. It has always been recognised in IGCC design that the location of a near-ambient temperature sulphur depletion step operating between the gasification and power islands is very detrimental to both capital cost and operating efficiency. For IGSC, sulphur compounds, ie H2S, COS and SO2, are left in the syngas throughout the plant and removed from the CO2 during compression.
• Most important, IGSC can be used to retrofit existing coal-fired power stations resulting in 100% CO2 capture and an increase in electricity output of about 60%. All of the existing equipment could be incorporated into the retrofitted plant, with the exceptions of the boiler and stack, which become redundant. This makes the most of existing coal plants, which we can’t simply throw away. Retrofittability is a feature that conventional IGCC cannot offer.
Figures 1 and 2 show the IGSC overall flow scheme and the desaturator system, respectively.
To take full advantage of the combined cycle, it is vitally important that as much as possible of the energy in the coal feedstock enters the effective “throat” of the combined cycle - which is the inlet to the fired expander, ie, the feeds to the CES burners. This means that there should be no syngas heat or flow removal between the gasifier and the fired expander. This is achieved in practice by using a water quench gasifier (eg, GE Energy (née Texaco), Shell, or Siemens), which converts the heat of the syngas into admixed steam. Thus all the chemical energy in the coal is converted into combustible syngas or steam.
Following the water quench, the syngas is scrubbed thoroughly with recycled water and finally clean water to remove essentially all particulate matter. The particulate-free raw syngas/steam mixture leaves the gasifier system at a temperature in the region of 250° C. The term “raw” refers to the gaseous impurities and sulphur compounds in the syngas.
The water saturated raw syngas stream from the scrubbing system is superheated in an indirect heat exchanger to obviate the possibility of water condensation, and fed to the CES burners of the fired expander.
The CES burner
Clean Energy Systems, Inc (CES), founded by ex NASA engineers, is developing zero-emission fossil-fuelled power generation technology, integrating proven aerospace technology into conventional power systems. The core of the CES process is “gas generator” technology adapted from rocket engines. The gas generator, which we refer to as the “CES burner” in the IGSC context, burns a combination of gaseous oxygen and any gaseous fuel composed primarily of the elements carbon, hydrogen, and oxygen. The combustion is performed at essentially stoichiometric conditions in the presence of recycled water to produce a mixed gas of steam and carbon dioxide at high temperature and pressure. The basic CES burner technology has been used successfully in aerospace applications for decades. CES’ innovation has been to adapt that aerospace technology to power generation, much like the process by which aircraft jet engines were adapted for aero-derivative gas turbines in conventional power plants.
The CES burner was originally developed and tested between 1999 and 2001 at the University of California, Davis Combustion Laboratory, with funding from the California Energy Commission (CEC). Further funding from the DOE/NETL allowed CES to build a larger (20 MWt) unit (Figure 3) for further testing between 2002 and 2003. Subsequent funding from CEC allowed CES to use this burner to fire a 5 MWe steam turbine generator at their Kimberlina power plant, near Bakersfield CA. This power plant went into service in 2004 and was first connected to the grid in 2005. Since that time, extensive testing has been done, including firing using a range of fuels from natural gas to simulated syngas, and long-term reliability runs. In the latest developments at the Kimberlina site, CES have developed, built and tested a 200 MWt gas generator and have installed it at the power plant, driving a J79 converted aero-derivative gas turbine. Figure 4 shows the 200 MWt gas generator prior to installation.
The CES burner is supplied with fuel and oxygen at high-pressure at near stoichiometric conditions and complete combustion takes place in the first zone of the burner. The combustor temperature is moderated by the injection of water directly through the burner to produce a steam/CO2 working fluid (this is termed the “flue gas” in the IGSC application) to be delivered to the turbine of the fired expander.
In this first zone of the burner, water is injected to maintain the combustion zone at 1650-1760°C (3000-3200°F), while in the downstream cool-down chambers, more water is injected to quench the steam/CO2 “flue gas” to the required inlet temperature of the fired expander’s turbine, below 1500°C.
The burner itself consists of a number of photo-etched platelets carefully assembled into a block through which the reactants flow and mix – indeed mixing is the key to the concept. Combustion takes place on the surface of the block at the outlets of the holes. The block is designed such that water is always present to prevent excessive temperatures occurring, which means that high combustion temperatures can be used without melting the metal and without refractories – clearly an advantage in weight conscious aerospace rocket motor applications.
Figures 5-8 show photographs of the combustor platelets being fabricated and a downstream water injector being tested.
The CES burner is very stable in operation and can operate at very low loads.
Gas turbine modifications
For the IGSC project, the proprietary CES burners are mounted in the firing chamber of a commercial gas turbine which has had its air compressor removed. The CES burners replace the normal air/natural gas burners.
The gas turbine selected for the IGSC project is the Siemens SGT5-4000F (née V94.3A) machine.
In normal operation as a gas turbine, air from the gas turbine air compressor provides: combustion air for the natural gas combustors; cooling air for flame temperature control through fuel pre-mixing; attemperation to the permitted turbine inlet temperature; and rotor, stator and turbine casing cooling.
In IGSC operation, the fired expander would use pure oxygen attemporated with recycled water for fuel combustion and recycled “flue gas” for cooling. This makes possible the removal of the air compressor.
Among the advantages of the SGT5-4000F as the basis for the fired expander of the IGSC are the superior top cycle temperature offered by this machine through its unique tile lined combustion chamber and the capability it offers of effectively scaling up the most proven CES burner to the heat release quantity required for a front-line power station. This is achieved by the inherent ability of the burner system to accept the mounting of 24 x 200 MWt CES burners in place of the conventional air/natural gas burners.
The use of the 200 MWt CES burner will be supported by the testing and evaluation work currently being carried out at the CES’s Kimberlina facility.
The SGT5-4000F is designed to run as a near atmospheric pressure exhaust machine. For use in IGSC, the exhaust pressure will be raised to about 12 bar. This has been configured from an “inside machine” aspect and found to be mechanically acceptable – but a new overall pressure casing will have to be designed, open to the 12 bar exhaust, and capable of withstanding the firing pressure of 37 bar.
To permit the high firing temperature, internal and external cooling of the expander blades is essential. The normal cooling medium is air which, of course, cannot be used in an IGSC plant dedicated to providing CO2 byproduct with low nitrogen content and no oxygen.
Siemens would be content to use steam as an alternative cooling medium and the use of recycled CO2 was studied as part of the project development and found to be marginally superior to steam. However both steam and CO2 if used alone would create potential instability in the desaturator and the final solution is to use recycled “flue gas” (which is made up of approximately 80% steam 20% CO2) as fired expander coolant.
The coolant is taken from the back end of the HRSG, above any acid gas or water dewpoint temperature, and recycled to the fired expander by the centrifugal coolant recycle compressor, designed by MAN Turbo.
Conversion of the SGT5-4000F gas turbine to oxyfuel firing for use in the IGSC fired expander will require the following modifications (see Figure 9):
• Compressor airfoils are removed and the rotor system modified, with the installation of rotating balance pistons to provide a balance of forces on the rotor system in the absence of compression system loads. The thrust pistons are stacked between compressor disks, and sized to balance axial forces and sustained centrifugal loading.
• Inlet case modified to accommodate the thrust balance pistons.
• High pressure gas path seal reoptimisation. The thrust balance system concept requires two brush seal segments, one assembled into each half of the inlet case. This component has a typical arrangement with attachment rails integral to the brush backing plates. Alloy steel bristles are suitable for this low temperature application.
• Installation of the CES burners.
• Use of the latest specifications of airfoil coating for thermal barrier and oxidation protection.
• Installation of turbine exit guide vanes. Analysis of the flow path shows that turbine exit de-swirl vanes are required. These assemblies will be designed as replacements for the existing row 4 vanes. These airfoils can be cast or be machined and fabricated components in CM247 or similar nickel-based alloy.
• The turbine exhaust case needs to be modified with advanced materials and/or the addition of cooling to support increased exhaust temperatures and pressures relative to the base gas turbine design.
• The requirement for external piping into each major engine cavity is anticipated in order to provide adequate purge gas flow to prevent corrosion by any residue acidic condensate. During normal operation of the plant, there will not be any acidic condensate collecting in the fired expander, due to the use of natural gas as the fuel during start up and shut down. But, to allow for emergency shut-downs, the condensate purge system will be included for enhanced reliability and availability. This system may also require ventilation holes to be drilled into various components or corrosion protective coatings applied at vulnerable locations.
HRSG and desaturator
The hot gas exhaust from the fired expander enters the heat recovery steam generator (HRSG). The HRSG (see Figure 10) is a conventional water tube boiler/superheater raising and superheating steam through coils inserted in the hot 80% steam/20% CO2 “flue gas.” The “flue gas” is at a pressure of 10-12 bar pressure which is higher than that of atmospheric HRSGs which recover heat from gas turbine exhausts. However, it is lower than that of waste heat boilers mounted on partial oxidation gasifiers. The duty, therefore, falls within the design parameter range of units that have already been built, supplied and operated.
The HRSG consists of two parallel units, recovering heat by raising high pressure superheated steam which is used in the condensing steam turbine to generate power. The HRSG also provides the reheat for the steam turbine HP to IP stage.
When considering the design philosophy of using commercially proven concepts and equipment, it appears appropriate to turn to the gasification and chemical industries using such waste heat pressurised boilers raising high pressure steam. This type of equipment is widely available especially from German designers and fabricators, and MAN has obtained the best possible advice in arriving at the final design.
Two 50% HRSG units are attached directly to the outlet flange of the fired expander splitting and turning the exhaust flow upwards before entering the two parallel, vertical HRSG units.
Each HRSG is a “once through” steam generator design which is specially configured to ensure that its surface temperatures operate with a large margin above ADT under all operating conditions.
After leaving the HRSG, the cooled “flue gas” is further cooled towards the Acid gas Dewpoint Temperature (ADT) by raising LP steam, and by heating boiler feed water fed to the HRSG. The LP steam may be used to supplement the LP section of the main steam turbine, or, if there is no spare capacity in the LP casing of the steam turbine, it may be fed to independent condensing auxiliary steam turbines to generate further power.
Special attention is being given to the choice of heat exchanger materials, to ensure resistance to potential acid attack. The “close to but not at” ADT “flue gas” is finally cooled down to just above the water dewpoint temperature (WDT) and fed to the desaturator system.
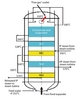
Desaturator system
The desaturator (Figure 2) is a vertical vessel containing a section of packing materials that ensure intimate contact between the gaseous and liquid phases. The “flue gas” has its water content finally condensed by counter-current direct contact with cold water flowing down the desaturator. The CO2 thereby separated exits the top of the desaturator and passes on to compression and purification. The condensed water is recycled as temperature moderator for the gasifier and the CES burners.
The desaturator system is similar to those familiar in large scale hydrogen, ammonia and methanol chemical synthesis plants to separate the water from water vapour/syngas mixtures.
The hot water leaving the bottom of the desaturator, which contains the latent heat of the steam condensed from the “flue gas”, is used to help raise further LP steam that is supplied to the auxiliary steam turbine. Finally, after a blowdown stream is taken off to assist in the control of water quality and quantity (the system will contain extra water produced from the combustion of hydrogen in the coal feedstock), the water is recycled, still hot, to the combustion system.
CO2 compression
The byproduct CO2 is compressed to 100 bar for pipeline transport to either storage or for enahanced oil recovery (EOR). MAN Turbo multistage gear compressors are used, a type already in commercial operation for similar duties, ie CO2 compression to high pressure.
The compressor is inter-cooled and may incorporate a sulphur clean-up system. The compressor system also includes an inter-stage molecular sieve water removal system which is cyclically regenerated.
The elevated bottom pressure of the IGSC cycle which feeds CO2 to the compressor at 10 bar, results in considerable savings over the normally proposed atmospheric pressure suction used in other CCS technologies. The energy required to compress the CO2 from 10 to 100 bar is half that required to compress it from atmospheric pressure to 100 bar, and the capital cost is a factor of five lower.
High pressure compression of the byproduct CO2 for long distance transmission for EOR and storage purposes has been in commercial use in the USA and Canada for many years.
MAN supplied the three compressors for the world’s biggest coal based CCS project to date, that at the Great Plains plant in North Dakota, USA. The installation delivers over 380 t/h (~140 MMSCFD) of pure CO2 into a 205 mile pipeline for delivery to the Canadian Weyburn EOR project.
This quantity represents about 50% of the requirement of the IGSC retrofit case – however the Dakota scheme is compressing from near atmospheric pressure to 187-200 bar with specific suction volumes approx 10 times larger than for IGSC.
For the IGSC retrofit case, MAN recommends 2 x 50% compressors, each compressing 498 t/h CO2 from 10 to 100 bar. These 4 stage compressor units have the same frame-size as those installed at the Great Plains plant in North Dakota.
The steam/CO2 mixture is taken downstream of the HRSG at ~11 bar abs 240°C and is compressed in an un-cooled two-casing centrifugal compressor. Temperature differentials (~90°C) across the two casings are kept to manageable limits, leading to a final discharge temperature >400°C.
CO2 export
In order to gain the maximum benefit from the captured CO2, it is necessary to achieve purities that conform to its means of transportation and final use, be it EOR or storage in deep geological structures beneath the North Sea such as depleted oil and gas fields or saline aquifers.
The chemical purity of CO2 for EOR applications is tighter than the specification for just storage in a geological formation; however, future build out from the UK coastline of an interconnected pipeline infrastructure may require even more stringent specifications than are mooted at present in order to avoid any cross contamination.
Such precise specifications have not yet been universally agreed for the North Sea but data have been obtained from the USA where the practice of transporting CO2 by pipeline for considerable distances for use in EOR has been established for many years.
In the Permian Basin area of West Texas the following conditions apply to delivered CO2: product to contain at least 95 mole % CO2; shall not contain any free water and be less than 250 ppm in the vapour phase; shall not contain more than 20 ppmw of hydrogen sulphide (one area allows up to 200 ppm); shall not contain more than 35 ppmw of total sulphur (one area allows up to 200 ppm); shall not contain more than 4 mole % of nitrogen; shall not contain more than 5% of hydrocarbons and the dew point of product (with respect to such hydrocarbons) shall not exceed -30°C; shall not contain more than 10 pppmw oxygen.
Most of the water that comes out of the CES combustor is removed in the desaturator and the remaining free water is removed in the knock out drums in the intercooler sections of the CO2 compressor. However, the maximum solubility saturation limit of dissolved water in carbon dioxide for the operating range of pressures and temperatures from the compressor and after cooler are 900 to 1500 ppm. A molecular sieve will be incorporated in the plant to remove this level of moisture down to a required level for the pipeline operator.
The moisture specification for North Sea pipelines may be tighter than the specification for onshore pipelines because the pipeline fluid will cool to the constant sub sea temperature of 4°C. At these temperatures, CO2 hydrates have been known to form so levels of moisture to avoid corrosion, such as 250 ppm, may not be low enough to assure no formation of CO2 hydrates. Preliminarily, at least one potential pipeline operator is looking at less than 50 ppm of water in the product CO2 and this should be achievable from the proposed equipment.
The above specifications for hydrogen sulphide, total sulphur, nitrogen, hydrocarbons and oxygen are directed by the oil field operators and their desire not to contaminate their oil fields. The less restricted specification for hydrogen sulphide and total sulphur referenced reflects the requirements of an oil region that already has hydrogen sulphide in the oil.
The IGSC technology will be capable of meeting each of these specifications. By requiring the purity of oxygen to be greater than 96% oxygen, the remaining nitrogen in the presence of CO2 will be less than the 4 mole % of the product stream and the CO2 will make up at least 95% of the product stream.
Hydrogen and hydrocarbons will be absent, and as the CES combustor is capable of delivering near stoichiometric combustion of the syngas with as little as 0.5% excess oxygen, there will very little residual oxygen in the product stream.
Focus on retrofit
The base case design using the initial choice of gas turbine for modification, resulted in a theoretical plant design with a net output capacity of the order of 1200 MW operating at an efficiency of 37.4%. However it was felt that this was too high an output power for a first of its kind power plant. Therefore it was decided to concentrate the main development and evaluation of the IGSC process on the retrofit case, focusing on the retrofit of 500 MWe power plants in the UK, with a consequent need for flexibility in operation.
Power generating market strategies in the UK have considerably changed from the tradition of coal fired plant providing base load requirements with gas or oil used for peaking power plants. Today nuclear power together with gas plants provide the core of base load requirement maintaining a high and steady high production/consumption rate to avoid financial losses through a “take or pay” arrangement.
Coal fed power stations now provide the flexibility in the system, being used as peaking plants. In the UK all the coal plants have “paid off the mortgage” and therefore run at marginal cost. Coal is readily stored in the vicinity of the power station meaning extra feedstock is available when required which may not be the case for natural gas.
However, in order to be truly regarded as peaking plant, these power stations must not only be able to move from a stand-by condition to on-line quickly, but also to be capable of turning down and running at low outputs. The Ferrybridge power station, used to illustrate the retrofit case here, can be turned down from 100% load to 40%.
Therefore to be a true retrofit, this degree of turn down should be replicated.
The CES burners can be turned down to as low as 10% of normal firing and therefore the fired expander can be turned down at least as far as 40%, but this would result in reduced heat content entering the HRSG. The HRSG design is capable of operating with these reduced flue gas conditions if the main steam turbine control is changed to sliding pressure for the HP casing. The HP cylinder efficiency reduces at part-load; however the IP/LP cylinder efficiencies can be maintained by use of a back pressure control valve situated in the reheat section between the HP and IP cylinders and controlling the exit pressure of the HP cylinder.
Overall, IGSC has equal or better turn down characteristics than conventional coal or gas fired power plants.
A typical arrangement for the retrofit IGSC flow scheme is shown in Figure 12.
The economics
The performance and commercial data for IGSC have been estimated using the Ferrybridge retrofit case.
The main commercial characteristics of the retrofit are shown in the table, right, for two different cases, one where the ASU (air separation unit) is within the battery limits as part of the main plant and a second case where the ASU is excluded and the oxygen is supplied “over-the-fence.”
The efficiencies both assume retention of the old steam turbine together with the feedwater heating system employed at Ferrybridge, which uses live steam for preheating. In this case waste heat from the oxyburn cycle cannot be used for this preheat duty. However, if a new steam turbine were to be used to replace the existing steam turbine, with oxyburn cycle waste heat used in the feedwater heating system, then the efficiency of the overall plant (including an ASU) rises to about 33%, while at the same time producing CO2 at 100 bar pressure and no emissions to atmosphere.
Increased output and minimal efficiency penalties
It is a relatively simple achievement to capture 100% of CO2 by using oxygen for total combustion. The challenge is to achieve this without substantial reductions in generating efficiency and power station output. IGSC is a novel means of generating power from what is normally regarded as dirty fuel, with the capability of capturing all the resultant byproduct CO2.
If it was used to retrofit the entire global fleet of existing coal burning power stations it would result in increased power generating capacity and a substantial reduction in CO2 emissions, with a significant production of byproduct of water.