RENEWABLES
In the wind energy business it pays to fix your bearings
1 December 2008Persistent bearing failure plaguing an Oregon wind farm caused by corrosion due to shaft voltage build up has been solved by fitting a new kind of conductive-microfibre bearing protection ring.
The components described here were designed by Electro Static Technology’s engineers specifically to protect wind turbine motor bearings. Encouraging results from recent in-situ testing at a wind farm (Figure 1) in Oregon, the first permanent installation of the system, indicate that the retro-fittable conductive-microfibre bearing protection ring they produced is effectively preventing generator bearing damage caused by internal sparking across the bearing gap and appears to have solved a chronic bearing failure problem once and for all.
Damaged bearings can cause generator failures, which can be costly in repairs and unplanned downtime. In fact, in the USA a failed 1.5 MW generator can be responsible for over $48 000 of lost revenue if down for a month, and repair costs can add up to as much as $50 000. Consequently, the return on investment for preventing such failures by installing bearing protection at the factory, or in the field as part of a preventive maintenance programme, can be very high.
In this case the generator bearings on one turbine at the wind farm first failed in May 2006, only 11 months after the tower was brought on line. Such failures are not uncommon with dual-inverter-fed generators and some permanent-magnet generators, regardless of the manufacturer. The company that owns and operates the site replaced the bearings and slip rings, but the new bearings failed only five months later, in October 2006. Once again, new bearings and slip rings were installed.
The third bearing failure came 11 months later, in September 2007. This time, in addition to replacing yet another set of insulated (ceramic-coated) bearings and slip rings on both ends of the generator, the owner decided to try the Aegis WTG bearing protection ring made by Electro Static (Figure 2) together with a shaft collar with a specially enhanced highly conductive surface on the drive end. All components were installed that same month. The generator’s two standard carbon block, spring-loaded brushes, which rub on the slip ring at the non-drive end, were also replaced at that time. Meantime, other generator failures on the site were dealt with, as before, by replacing the bearings, since the question of liability was, and is, still open.
Test results
Nearly three months later, in December, the intallation crew used a probe and oscilloscope to measure shaft voltage on the generator with and without the bearing protection ring and collar engaged. All measurements were taken on the same circuit (Figure 3). Wind speed ranged from 10.2 to 13.4 mph. Real-time data from these field tests show that the protective measures were reducing shaft voltage by an average of 84.5%.
The first measurement (Figure 4), taken during full-power operation with a wind speed of 12.1 mph, established a baseline voltage (the system’s ground noise level) of 2.60 volts (peak-to-peak) from the 5.824 inch shaft of the tower’s doubly fed, asynchronous generator.
The crew then conducted eight more measurements in two series (Figure 5). The
series 1 readings measured the shaft voltage with all components engaged. The bearing protection ring and collar were on the drive end of the shaft, and the standard carbon block brushes were on the non-drive end. For the series 2 readings, the bearing protection ring was disengaged and the shaft collar removed, leaving the non-drive-end carbon block brushes as the only shaft-current mitigation.
How it works
High-frequency currents induced on the shafts of wind turbine generators through parasitic capacitive coupling can reach levels of 60 A and 1200 volts, or more. If not diverted, these currents discharge through the generator’s bearings, causing pitting and fluting that result in premature bearing failure and catastrophic turbine failure. The (patented) conductive-microfibre bearing protection ring technology provides an alternative path for these currents, challelling them away from the bearings and safely to ground.
The ring surrounds the generator shaft with millions of conductive microfibres of a very small diameter (less than 10 microns). Strong and stiff, yet flexible, these fibres provide a high density of contact points — parallel paths of least resistance from the motor shaft to ground. Capable of conducting currents of many tens of amperes and discharging from tens to thousands of volts with frequencies in the MHz range, the fibres significantly reduce voltage build-up on the generator shaft. The ring is especially suitable for use at high frequencies because its fibres tend to compensate for variations in the roughness of the shaft surface and/or microscopic misalignment of the ring and shaft.
When the microfibres lose mechanical contact with the rotating shaft, electric contact is quickly re-established somewhere along the ring, due to local field emission. When the gap between the shaft and the fibres is relatively large (greater than 5 microns), this is accomplished through the phenomenon known as a gaseous or electric ‘breakdown’, a cascading effect of secondary electrons obtained by collisions and impact ionisation of the gas ions accelerating across the gap. With a smaller gap (5 nm to 5 µ), field emission is a form of quantum tunnelling known as Fowler-Nordheim tunnelling, a process in which electrons ‘burrow’ through a barrier in the presence of an electric field. Thus the ring fulfills all the functions of conventional spring-loaded carbon brushes with neither the direct frictional wear nor the hot-spotting/thermal wear common to such brushes. And because multiple microfibres dissipate heat better than single-conductor devices, the ring can tolerate higher current densities. Furthermore, the microfibres are not adversely affected by oil, grease, dust, moisture, or other contaminants.
More specifically, Electro Static’s bearing protection ring is engineered to safely divert up to 120 A of continuous high frequency shaft current at frequencies as high as 13.5 MHz and discharges of up to 3000 V (peak). It is expected to be maintenance-free for at least five years, effective at any RPM and for any size generator, and suitable for up-tower retrofits and preventive maintenance programmes as well as for OEM installation. A new split-ring model with a shaft collar coated with highly conductive silver paint to enhance the ring’s function has recently become available.
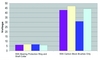
Comparison tests
Results of the series 1 tests of the turbine with the bearing protection ring installed (Figure 6) show an average shaft voltage of 6.41 volts (peak-to-peak). Results of the series 2 tests where only the spring-loaded carbon block brushes were used (Figure 7) show an average shaft voltage of 41.35 volts (peak-to-peak). The difference between these figures, 34.94 volts (Figure 8), indicates that the bearing protection ring and collar successfully diverted 84.5% of the damaging current that remains on the tower’s generator shaft when the only bearing protection is from the carbon block brushes at the non-drive end. Furthermore, the voltage wave form with our ring and collar engaged was a smooth wave with no detectable discharge to the bearings, while the wave form without our ring and collar showed a bearing-current-discharge pattern with voltage peaks an average of 6.5 times higher.
These measurements show that the bearing protection ring, which is maintenance-free, significantly lowers shaft voltages and thus mitigates the destructive impacts of shaft current discharges to bearings in these kinds of generators. By contrast, carbon block brushes apparently provide minimal protection, continue to allow current discharges in the generator’s bearings, and require frequent maintenance and replacement.