Nuclear Power
Korea's APR1400 employs largest ever 60 Hz steam turbine
1 April 2008In November 2007 the groundbreaking ceremony took place for Shin-Kori units 3 and 4 in Korea (Figure 1), due to enter commercial operation in September 2013 and September 2014 respectively. These are the first units of the APR1400 power plant design, and will incorporate 60 Hz steam turbines with a capacity of 1455 MWe, the largest such machines ever made.
After more than 100 years of progressive invention and improvement, the steam turbine continues to reign supreme as the prime mover of the world's power generation industry, accounting for more than 750 GWe of installed capacity in the USA and 3000 GWe worldwide, generating more than 80% of the world's electricity.


The 1455 MW 60 Hz steam turbine being developed by GE and Doosan for Korea's next generation nuclear reactor, the APR1400 (see Modern Power Systems, September 2007), can be seen as an important new step in the technology's evolution.
For 25 years, GE has had a licensing agreement with Doosan, formerly Korea Heavy Industries and Construction (KHIC), to provide steam turbine and generator technology for the Korean market. During this period, the two companies have designed and manufactured: 16.1 GWe of coal-fired steam turbine generating capacity; 2.4 GWe of combined-cycle; and 10.4 GWe of nuclear. There are currently 70 GE-technology steam turbines and generators ordered or installed for projects in Korea, and 51 of these steam turbines were co-produced with Doosan.
The backbone of the Korean nuclear power programme is a 1000 MW GE-technology steam turbine-generator supplied by Doosan. The 1000 MW steam turbine is a tandem compound type using both high pressure and low pressure turbine sections, the LP turbine section employing GE's 43in LSB (last stage bucket (blade)).
This is employed in the OPR1000 power plant design (OPR standing for Optimised Power Reactor, formerly the Korea Standard Nuclear Power Plant) and has been supplied for Yonggwang units 3,4,5 and 6 and Ulchin units 3,4,5 and 6. The first of these units began commercial operation in March 1995.

Nuclear power continues to be an important option for Korea, and the world, in order to meet future energy needs without emitting carbon dioxide and other atmospheric pollutants. Korea accordingly embarked upon the Korea Next Generation Reactor (KNGR) programme, with the aim of developing nuclear power generating facilities with larger capacity, higher performance, enhanced operability and improved economics.
This has resulted in the APR (Advanced Power Reactor) 1400, an advanced pressurised water reactor (PWR) with a thermal capacity of 4000 MWt.
The steam turbine used in the APR1400 employs the same proven reliable, tandem compound configuration as employed in the OPR1000, with high pressure and low pressure turbine sections. But the low pressure section incorporates GE's 52in LSB.

Design scope
In early 2002, Doosan and GE signed an agreement for the development of the steam turbine and generator for the first APR1400 units, Shin-Kori 3 and 4, located in the south east region of South Korea. Under this agreement, GE and Doosan share in the design of the steam turbine and auxiliaries, while Doosan is designing the generator. Doosan will complete the manufacture and assembly of the steam turbine and generator and ship them to the project site.
A 3D view of the improved turbine-generator unit is shown in Figure 2.
The thermodynamic conditions can be summarised as follows:
Thermal reactor output 4000 MWt
HP throttle pressure 962 psia
HP throttle temperature 540°F
Condenser pressure 1.5in Hg
Number of feedwater heaters 7
Moisture separator/reheaters Horizontal with
two reheat stages
Last stage bucket 52in
Table 1 compares the basic specifications of the steam turbines for the Shin-Kori 3 and 4 (APR1400) units and those for Ulchin 3 and 4 (OPR1000).
They are both of the solid coupled, tandem compound design with one HP and three LP turbine sections, see Figures 2 and 3. A rotational speed of 1800 rpm has been selected due to the relatively high volumetric flow rate.
The steam cycle is optimised based on turbine performance and economy. Steam is supplied to the HP section through a combined main steam stop and control valve chest arranged below and in front of the HP turbine section. Four steam leads connect the inlet valves to the HP turbine shell at relatively low inlet velocities. The control valves are designed for partial arc admission to provide superior performance and operational flexibility. Steam exits through eight HP exhaust pipes and is carried to Doosan designed and supplied moisture separator/reheaters (MSRs). There are two MSRs mounted horizontally and parallel to the turbine generator centreline. They can be seen on the right and left of Figure 2. Steam exits the MSRs through three pipes on the top of each vessel. Each pipe connects individually to a combined intermediate valve (CIV) to control overspeed. The CIV's are mounted independently alongside each LP section. Steam enters the LP section from both sides of the lower half at the axial centreline. This arrangement helps to facilitate maintenance.
The steam turbine piping system is also designed to optimise performance and reduce erosion by minimising steam flow velocities.
The feedwater system is optimised and uses seven feedwater heaters in order to obtain the highest power output. The top three heaters are supplied by steam extracted from the HP turbine section. The bottom four heaters are supplied by steam extracted from the LP turbine sections.
The two stage reheater system is supplied with steam extracted from the reactor main steam line and from the HP turbine section.
A main feedwater pump turbine is supplied with steam extracted from the output of the MSRs.
The HP turbine section is supported by bearing enclosures. The LP casings are individually supported by the foundation and anchored at their axial centrelines. The condensers and LP extraction pipes are connected to the LP casings through expansion joints.



Mechanical features
Rotor and steam path
The HP and LP rotors are forged monoblock shafts with integral couplings. The turbine buckets are attached to the rotor by external dovetails. Components are sized to minimise average stresses while dovetail geometry is designed to minimise concentrated stresses. Final mechanical design is confirmed by applying 3D finite element analysis. The external dovetail shape facilitates ease of inspection. The rotors are supported by two journal bearings at either end.
The higher power rating of the new steam turbine made larger couplings necessary. Couplings applied to existing 1380 MW units were scaled up and then analysed to verify the design. See Figure 5.
Designed for two admission partial arc operation, the first stage bucket is a robust design that builds on our previous extensive experience with nuclear partial arc admission design. The remaining HP buckets and all the LP have integral covers that are easier to maintain and provide a streamlined flow path. The cylindrical shape of the outer cover surface makes possible multiple stepped, tip seals for improved leakage control. See Figure 6.
Both the HP and LP turbines operate in the wet steam region and extensive experience has taught us the most effective methods for removing moisture and protecting the components, and the steam paths of the APR1400 use the most up to date features to enhance moisture removal.
Steam path components are made from alloy steels in the 2-12% chromium range to resist erosion. Moisture removal buckets are applied in the LP turbine steam path to improve performance and reduce erosion.


The last three stages of the LP steam path are designed as a system, the last stage employing GE's 52in LSB. Centrifugal stress design uses finite element analysis methods to control the maximum average and local stresses. Maximum stresses determine where gross yielding would occur during overspeed, while local stresses determine the low cycle fatigue life (number of cycles to crack initiation ). See Figures 7 and 8.
Dynamic (aeromechanical) stress design focuses on designing blade natural frequencies at running speed that avoid multiples of running speed by appropriate margin. The last stage blade design employs integral covers and part span connection. Such a construction increases the natural frequency of the row when compared to free standing blades. In addition, contact between adjacent blades provides additional damping. The sophisticated modelling and analysis performed to calculate the aeromechanical characteristics is validated in GE's Low Pressure Development Turbine (LPDT) test facility.




Casings
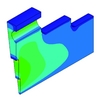
There is a single high pressure shell. Four integral 90 degree nozzle box segments are welded to the high pressure shell to make partial arc admission possible. Shell components are split horizontally for easy alignment and maintenance. See Figures 9 and 10. The shell is made from erosion resistant steel with hard surfacing material applied to critical areas. The steam paths are protected from erosion by material selection and improved moisture removal geometry derived from experience.
The LP casings are welded fabrications. An outer casing provides a barrier to the atmosphere and directs exhaust steam to the condenser. The outer casing contains an independent inner casing that supports the nozzle diaphragms and directs extracted steam to the feedwater heaters. These structures and their components are split horizontally for ease of alignment and maintenance.
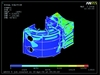
The LP casing structure is designed using finite element analysis in combination with computational fluid dynamics. A multi-variable structural analysis approach was used to identify and adjust shapes, sizes and thicknesses of critical features, while minimising material volume in less critical regions to control costs. Acceptable stress levels have been maintained while reducing bearing support displacements, rotations and deformations, which will result in improved radial clearance management. See Figure 11.
Performance features
The new turbine incorporates a number of measures to ensure the highest possible internal efficiency. Advanced analysis methods including 2D and 3D computational fluid dynamics (CFD) have been applied to the steam path, inlets, and exhausts. Technologies initially developed for new and retrofit fossil and combined cycle turbines have been employed, including Dense Pack and advanced LSB designs.
LP turbine
In a nuclear cycle the LP stage generates a greater fraction of the output than in a fossil or combined cycle turbine due to the lower initial steam conditions and lack of a full flow reheater. All aspects of the LP turbine are optimised to maximise output. These include the LP inlet, steam path, LSB, and exhaust hood.
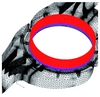
As already noted, GE has developed a new 52in LSB for application in the APR1400 turbine. This provides a 39% increase in annulus area relative to the 43in LSB employed in the previous generation OPR1000. Upstream LP stages are designed to maximise efficiency through increased root diameters, higher reaction, and improved sealing. Both LP inlets and exhaust employ state of the art CFD methods to ensure minimal losses in these components.

The last three LP stages are designed aerodynamically to work together as a system using a combination of streamline curvature design methods, two dimensional cascade analysis, and three-dimensional computational fluid dynamics analysis techniques. These techniques are an extension of the techniques employed in developing GE's 48in 3000 rpm LSB for fossil and combined cycle applications.
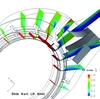
Boundary conditions for the L-2 stage were generated from the 3D CFD model of the upstream stages. In Figure 12, the geometry for the last three LP stages is shown along with the axisymmetric mesh used for making aerodynamic calculations. This figure illustrates the 3D bow and lean employed in the L-0 nozzle to optimise the radial work and flow distributions within the last stage.
Reaction levels and work coefficients for the upstream LP stages were optimised using a Design of Experiments (DOE) method driving a 2-D through flow code tied to a loss model. In comparison with the OPR1000 LP section, the resulting stages employ higher flowpath diameters to increase wheel speed without increasing stage count, increased reaction, and improved tip sealing through the use of integral covered buckets.

The airfoil shapes for these stages were optimised using 3D viscous multistage steady CFD calculations. Airfoil surface meshes and the mid span static pressures can be seen in Figure 13.
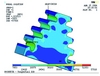
The LP turbine inlet duct transitions flow from the two cross-around pipes to the annular inlets of the steam path. 3D CFD analysis of the inlet region is employed to minimise the losses in this transition. An unstructured mesh, shown in Figure 14, containing 1.5 million nodes and 2.5 million cells was developed to assess the inlet flow. Results from this analysis provided the inlet boundary condition for the turbine analysis including both radial and circumferential variation. Sample output from the CFD analysis is shown in Figure 15.
The LP exhaust hood directs the flow from the last stage bucket exit annulus to the condenser. The high volumetric flows associated with the low exhaust pressure result in high exit Mach numbers making the recovery of this exit kinetic energy or 'leaving loss' an important feature of the LP turbine. To maximise the recovery of the exit kinetic energy, the exhaust hood is designed using an unstructured CFD mesh employing 2 million nodes and over 7 million cells. Inlet boundary conditions are set to model the effects of the LSB exit flow profile. Results of this model, shown in Figure 16, are used to refine the geometric definition of the exhaust hood shape such that the flow losses are minimised and the leaving loss is recovered to the maximum extent possible.
HP turbine
Development of the HP turbine flowpath is based on ongoing research at GE to develop physics based moisture loss models. As a result of this research, the HP steam path has been designed to control the nucleation location and resulting wetness losses.
A further outgrowth of this technology is the ability to apply principles from the Dense Pack technology to the design of nuclear turbines.
Nuclear turbines have higher HP volume flow as compared with fossil turbine due to their lower inlet pressures and generally higher output ratings. This high volume flow means that the reduction in root diameter aimed at improving airfoil aspect ratio employed in the Dense Pack turbines is not required.
In contrast, the HP steam path diameters of the APR1400 machine are increased in comparison with those used for the OPR1000 to increase wheel speed while limiting the number of additional stages. The reaction levels and aerodynamic loading of the HP stages are optimised using a DOE method similar to that employed on the LP front stages. This approach results in the optimal reaction and loading for each stage depending on the local flow conditions.
To maintain performance with the increased stage reactions, advanced seals with integral covered buckets are employed on all stages.


Steam path fundamentals
In summary, in developing the steam turbine for Korea's next generation of nuclear plant, the APR1400, we have integrated state-of-the-art technologies,such as Dense Pack and a new 52in last stage bucket, and focused on fundamental steam path design in order to increase efficiency through increased reaction, improved moisture removal and application of advanced seals for high efficiency and reliability.
The address of Chul-Gyu Shin, In-Ryoul Kim and Un-Hak Nah is Doosan Heavy Industries & Co Ltd, 555 Gwigok-Dong, Changwon, Gyeongnam 641-792, Korea (tel +82 55 278 8155, fax +82 55 278 8258, email shinchul@doosanheavy.com). The address of John Powers, Douglas Hofer, Dan Predmore, and Amir Mujezinovic is General Electric Company, 1 River Road, Schenectady, NY 12345, USA (tel +1 518 385 8299, fax +1 518 385 1504, email john.powers@ps.ge.com)