Genset DEVELOPMENT - Emissions reduction
MAN Diesel leads the turbocharge
1 February 2008Major diesel manufacturer MAN?Diesel sees advanced turbocharger technology as central to the future development of low-emissions large diesel and gas engines.
Along with fuel efficiency, the reduction of noxious exhaust emissions has been the key consideration in the development of large combustion engines since the late 1980s. These factors will continue to dominate engine development for the foreseeable future. More recently even than the inception of regulations governing noxious emissions, greenhouse gas emissions have become a major issue, and as carbon dioxide emissions are proportional to fuel consumption the focus has further intensified on fuel consumption and on achieving reduced noxious emissions without fuel consumption penalties. The next phase of engine development is likely therefore to be dominated by advanced digital electronics, the enabling technology for the highly flexible and precise setting of engine operating parameters.
Emissions and fuel consumption
At the centre of present engine development activity at MAN Diesel, based in Augsburg, Germany, is the imminence of planned legislation to further limit emissions of oxides of nitrogen from large diesel engines, like the tightening of the German TA-Luft clean air code or regulations applied by the World Bank. Whilst ‘panacea technologies’ limited to certain preconditions do exist – for example NOx reduction via selective catalytic reduction (SCR) in combination with low sulphur fuels – the focus is still firmly on reducing emissions at source, ie during combustion, by means of optimised combustion chamber geometry on the one hand and fuel and air management on the other.
In respect of the fuel management (injection) aspect of this, the advent of microprocessor-controlled common rail fuel injection technology has given the designer the scope to optimise injection pressure and timing at any point on the operating profile of a large diesel engine. Paralleling this development, MAN Diesel’s Turbocharger business unit is pursuing development projects aimed at achieving a similar level of parameter control on the air management side. The advanced turbocharging techniques aimed at are expected to be instrumental in raising the efficiency of large two- and four-stroke diesel and gas engines by several percentage points while simultaneously reducing NOx emissions.
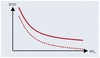
While exhaust emissions are more or less in direct proportion to fuel consumption, a special challenge for reciprocating engine designers is the trade-off between specific fuel consumption and NOx – that is, that reducing NOx formation in diesel or gas engines is normally bought at the expense of fuel efficiency.
This trade-off is illustrated in Figure 1. As shown in by the dotted curve, the aim of the latest MAN Diesel turbocharger developments is to move this curve towards the ‘origin’ of the graph. The optimisation of the SFOC/NOx trade-off is achieved by advanced turbocharging as a method of simultaneously reducing specific fuel consumption and NOx formation via reduced combustion temperature combined with increased thermal efficiency.




Advanced air management
Recently MAN Diesel introduced its VTA (variable turbine area) technology for its axial turbochargers in a two stroke marine engine application and on radial turbochargers employed on its four-stroke type 32/40 PGI gas engine with the Otto combustion cycle. The company is also currently developing the STC sequential turbocharging system for its high power density 28/33D marine engine, initially for application in naval vessels.
The VTA system consists of a nozzle ring equipped with adjustable vanes which replaces the fixed vane nozzle rings fitted in the company’s standard TCA (axial) and TCR (radial) turbochargers (Figure 2). Adjusting vane pitch regulates the pressure of the exhaust gases impinging on the turbine to vary compressor output. The capability to optimise the output of the compressor at all points on the engine’s performance map means that the quantity of charge air can be more precisely matched to the quantity of injected fuel, resulting in reduced specific fuel consumption and emissions, in combination with improved dynamic behaviour of the engine-turbocharger system.
VTA technology can be readily retrofitted to turbochargers already in the field. Control of vane position is fully electronically controlled with feedback or open-loop control with mapped vane adjustment. A comprehensive range of control signals can be used, including charge air pressure after the compressor and exhaust gas temperature before and after the turbocharger. In this way, says the company, it can offer control packages precisely tailored to a specific application, including both mechanically controlled engines and engines with electronic management. For retrofit applications, the company can provide complete packages including the VTA nozzle ring, the actuator and the associated control system.
First VTA applications
The first application of VTA technology (Figure 3) in a power generation context is on radial turbochargers (Figure 4) on one of MAN Diesel’s type 33/40 PGI gas engines operating at the company’s own grid parallel CHP plant located at its Augsburg works. The 32/40 PGI engine is based on the proven 32/40 diesel and dual fuel engines and combines market-leading efficiencies of 46% and above with compliance with strict NOx emissions legislation exemplified by Germany’s TA-Luft and very low maintenance requirements.
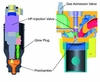
PGI stands for ‘performance gas injection’ a pilot ignition system in which a small amount of high-pressure gas is injected onto a hot body, creating a flame producing 10 000 to 100 000 times more energy than a high performance spark plug. (Figure 5). The gas injection valve and hot body are housed in a cooled pre-chamber resembling a diesel injector and located in the same central cylinder head bore. The power required to compress the high pressure gas is minimal and the hot body is energised only during start-up - thereafter retained heat ensures reliable ignition.
This high ignition energy level allows the 32/40 PGI system to ignite considerably leaner air/fuel ratios than spark plugs can, which counters pre-ignition during the compression stroke and avoids combustion knock and misfiring. In contrast to spark plugs, the long service interval of the PGI system can be matched to the service intervals of the gas engine as whole, with benefits in the saved costs of spark plug changes and associated downtime.
At the Augsburg CHP plant, a 12 cylinder type V12 32/40 PGI rated 5.2 MWe and around 4.5 MWt supplies the works as a whole with electrical power, including the melting furnaces at the foundry where engine frames, cylinder heads, cylinder liners and other components are produced, and on the thermal side supplies the works with heat for central heating and processes such as drying casting moulds, forms and cores at the foundry, hot water for component cleaning, and steam for various uses including heavy fuel conditioning at the engine test stands. Heat is recovered in stages according to input temperature ie engine lube oil first, engine coolant second and then engine exhaust gases.
In this application, VTA technology has been verified as an effective alternative to a charge-air by-pass system for the precise control of air:fuel ratio. With the VTA system, turbocharger output can be precisely matched to engine air demand instead of blowing off excess compressor output into the atmosphere, resulting in improved engine efficiency.


Axial VTA
The VTA system on an axial turbocharger is under test on a six cylinder, 46 cm bore 6S46MC-C engine built by MAN Diesel’s Croatian licensee Brodosplit and installed in a twin engine propulsion system aboard a 70 000 ton, shallow draught tanker. Inclusion of VTA technology on the axial TCA55 turbocharger allows up to 0.5 bar variation in compressor output pressure at part load. Overall results show the expected improvements at part load in terms of fuel consumption, as well as considerable reductions in emissions of soot and unburnt hydrocarbons and much improved engine response under load changes.

Sequential TC
Offering a still greater range of variation in turbine area is the company’s STC sequential turbocharging system (Figure 6). Unlike other STCs this system is essentially – and intentionally – simple. Derived from well proven equipment, it comprises two standard turbochargers of the same size, one providing high volumes of charge-air at low and medium engine loads with the second cutting in at higher loads. Its latest application is on the new 28/33D in a marine application. The extended torque envelope of the 28/33D STC results in economical operating modes and, significantly, improved load acceptance characteristics.
High pressure turbocharging
On a slightly longer timescale, and expecting extensive applicability in power generation and CHP applications, MAN Diesel is also pursuing single and two-stage high-pressure turbocharging and a method of considerably enhancing engine efficiency.
In its single stage, high-pressure turbocharging concept, optimised series compressor wheels are employed to achieve pressure ratios over 6 at 80% turbocharger efficiency.
In the two-stage form, two turbochargers are arranged in tandem with an intermediate charge air cooler, an arrangement presently capable of producing scavenging pressure ratios of 6.5 to 7. The second, smaller turbocharger is fitted with the VTA control system to increase control of charge air output. The system has already been tested in prototype form (Figure 7) on a four stroke 32/44CR engine with common rail fuel injection and the proprietary VVT variable valve timing system. The inter-stage cooler between the two turbocharging stages considerably reduces the energy required to compress the intake air to high pressure compared to a system without this feature.
These high-end turbocharging techniques offer decisive improvements to engine performance data, especially by enabling strong Miller valve timing to improve the trade-off between SFOC and low NOx emissions. As Table 1 shows, mean cylinder pressures over 30 bar are possible while the strong Miller process allows NOx reductions in excess of 30% savings with no SFOC penalty.
At the same time increases as high as 8% are possible in fuel efficiency, with considerable future potential for reductions in NOx and further substantial reductions in SFOC, the company believes.