Combined heat and power
More rocket science: a CHP that emits no CO2
1 February 2010A new type of combined heat and power plant, based on the CES oxyburner, is now under development. This offers a number of advantages over conventional CHP, not least of which is zero carbon emissions.
A commercially viable CHP plant with 100% carbon dioxide capture. This is the latest concept to emerge from Jacobs’ development work on innovative power plant schemes incorporating the CES oxyburner, which has its origins in rocket technology, and is being developed by Clean Energy Systems of the USA (www.cleanenergysystems.com). See also MPS May 2006, and an article in MPS February 2009 which outlined the CES-burner-based Integrated Gasification Steam Cycle (IGSC) concept originated by a consortium of Jacobs, Siemens, Man Turbo, CO2 Global and Imperial College.
The new zero-carbon combined heat and power variant – the CFHP (carbon free heat and power) plant – will be able to use gas or liquid fuel, either mineral or bio-based. Glycerine, produced in large quantities as a byproduct of biodiesel production, is under consideration.
The designers, which include Jacobs assisted by other members of the IGSC consortium, envisage it will be available in sizes ranging from 3 MWe to 200 MWe, with maximum use of modularisation.
Design features
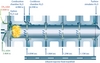
In the 3 MWe version a standard 20 MWt CES burner is fed at pressure with oxygen, natural gas and recycled hot water from the back end of the plant. The resulting 93% steam / 6% CO2 by-volume mixture (with the balance made up of nitrogen associated with the feedstock oxygen) then enters a standard back-pressure steam turbine. The exhaust from the steam turbine passes into a proprietary Jacobs Desaturator from which the separated CO2 is extracted at pressure.
Heat is removed from the desaturator by cooling the water circuit with a district heating system. Hot water is recirculated to the CES burner and the surplus water produced as a result of combusting the natural gas is taken off as a pure byproduct.
The overall performance and efficiency of any fossil fuel power generation system is dependent on the initial temperature at which expansion to generate power starts.
For example in a combined cycle plant, the higher the gas turbine inlet temperature the better the generating efficiency. And, similarly, for a steam turbine power station, the higher the steam superheat temperature before entering the steam turbine, the better.
For small capacity steam turbines, as used in CFHP, commercially available operating temperatures are significantly lower than for utility steam turbines, ie, turbines producing 500 to 600 MW, which operate in the region of 600°C. A reasonable maximum temperature for a low capacity steam turbine is 520° C.
At these lower sizes, the power produced is insufficient to make a dedicated cryogenic oxygen plant commercially viable. The amount of power required would take a high proportion of the gross power produced.
The preferred solution is based on the use of a storage tank of liquid oxygen which is regularly topped up by road tanker. The largest commercially sensible size of a topped-up storage tank is for 100 tons of oxygen per day and this will support a CFHP producing 3 MW net of electrical power.
The preliminary design for a larger CFHP plant has been developed, using the new 200 MWt CES burner, currently being tested in California. This would require a continuous oxygen supply, probably from a dedicated air separation unit, so the design incorporates provision of steam for steam turbine powered drives in the ASU. The design includes 100% CO2 capture, as do all versions of the CFHP.
Why CFHP?
100% carbon capture
As an oxyburn system, CFHP uses a very slight excess of stoichiometric oxygen to totally combust the fuel. The CES burner operates at an initial temperature in excess of 2000° C, ensuring that all carbon and hydrogen compounds in the fuel are combusted to water and carbon dioxide.
Like other oxyburn systems, the “flue gases” are composed essentially only of steam and carbon dioxide. Condensation of the steam in the “flue gases” enables 100% of the CO2 to be captured for export.
However, unlike other oxyburn systems, the CO2 is at pressure and thus much cheaper to compress for liquefaction or pipeline transmission.
No stack & no gaseous emissions
The only gas produced that needs discharging from site is CO2, which may be sold and shipped by road tanker. Therefore there is no stack emitting any gaseous emissions.
No liquid or solid emissions
The only liquid which needs discharging is surplus pure water produced by the combustion of the hydrogen in the fuel – which may be sold. This will probably require degassing to remove dissolved carbon dioxide. No sludge or solids are produced.
No water treatment or cooling water
The CFHP does not use a boiler and in fact makes water. Therefore there is no incoming water, which means there is no water treatment or boiler blowdown stream or condensate treatment.
The exhaust steam, containing carbon dioxide, from the back-pressure steam turbine is condensed in a Jacobs Desaturator by transferring superheat and the heat of condensation to a district heat system. Hence there is no cooling water requirement (although there may be small local systems needed for any natural gas or carbon dioxide compressor).
High availability – uses only commercially proven equipment supplied by internationally reputable companies
The CFHP plant would be designed and delivered by members of the IGSC consortium, plus CES, which would supply the burner as a complete package. Siemens or Man Turbo would be responsible for the back-pressure steam turbine and Jacobs Engineering the desaturator and associated equipment plus the overall design and management.
High thermal efficiency
CFHP has very little heat loss as the burner itself is jacketed and there is no cooling water. There are no stack losses as there is no stack.
Flexible operation
The CES burner may be ramped up and down between outputs of 10-100% under automatic control and may also be controlled at standby rates of 5%. This output control plus adjustment of the steam turbine back pressure also enables the heat to power ratio to be varied.
Small footprint because of minimal site storage and infrastructure
As there is no water treatment, water storage or cooling towers, the plant area can be remarkably small.
Demonstration plant up and running
The 20 MWt burner, with which the comprehensive burner trials were carried out, can be seen at the CES site in Kimberlina, California, near Bakersfield, which also hosts the new 200 MWt burner. The latter been fitted to a gas turbine to test its use in direct drive.
Normal guarantees available
Normal guarentees regarding operational life, output, consumption and thermal efficiency will be available.
Competitive delivery time
The anticipated delivery times for the majority of equipment packages (burner, steam turbine and desaturator) is within two years, and where possible, modular construction would be employed.
Two extra marketable products – pressurised CO2 & pure water
It is worth noting that the current UK market for clean carbon dioxide is of the order of 400 000 t/y, ie about 1200 t/day, all currently imported.