Steam turbine technology
New HS blades at the cutting edge
1 September 2009A new family of high efficiency low pressure blades for industrial steam turbines promises a step forward in improving the speed, mass flow capability, reliability and aerodynamic efficiency of LP stages. A 9 MW turbine for the Montale waste-to-energy (WTE) plant in Italy will be the first unit equipped with these advanced blades.
A large increase in energy demand spurred by developing nations and an increase in population is foreseen over the next 15 years. Both traditional fossil and renewable fuels will play key roles. Looking at energy plants in the 1-100 MW size range (as pictured above), those that will be built in the near future can be divided into technologies that consume so called “high cost fuel”, and those that burn “low cost fuel” in an external combustion chamber (ie, not directly in an advanced gas turbine), see Figure 1.
The steam turbine will be the natural choice for applications using low cost fuels such as biomass, urban refuse, wood, etc. Many plants in the size range of the so-called industrial steam turbine (ie, 1-100 MW), are under construction or in final planning. The main CTQ (Critical to Quality) factor for these plants is efficiency.
To respond to this market trend, GE Oil & Gas has further optimised its steam turbine product line, drawing upon the synergies available within GE, including in its premises at Schenectady, NY, to develop a new generation of last stage blades. Called HS, this new generation of blades can be scaled up and down to cover the broad range of sizes needed to meet the requirements of the GE Oil & Gas product line. The overall family ranges from machines with 8in blades (height of the last rotating blade) that operate at 11 250 rpm to units with 30in buckets running at 3000 rpm and suitable for the 50 Hz power generation market.
A 12.5% increase in rotating speed capability and a 5% increase in efficiency with respect to the current generation technology is the main result of this work conducted over the last two years.
The higher speed leads to a lower number of high pressure (HP) stages, while the increased efficiency addresses the efficiency CTQ mentioned above. Higher power density turbines can thus be proposed to customers. The introduction of this product to the market began in 2006, and the first units with these blades are currently under construction.
To achieve high reliability an intensive test campaign was initiated in 2006 and completed in 2007. A wheel box test was performed at the Florence facility, while in July 2007 a full speed full load test was done at the Schenectady plant to complete validation of the new blades over the full operating range.
Design and construction
Steam turbine configuration
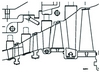
The typical configuration of GE Oil & Gas industrial steam turbines is shown in Figure 2 and can be briefly described as follows:
• Steam path. High pressure steam is introduced into the steam chest through one or two trip valves. The steam then passes through the control valves, which regulate the amount of steam feeding the four or five sectors of nozzles of the first impulse stage (also called the control stage). Downstream of the control stage, the steam passes through a number of reaction drums and then enters the LP section, finally going to the condenser.
• Casing structure. The casing is composed of an outer shell in which inner casings (blade carriers) are mounted. The outer casing consists of two horizontally flanged castings, which also incorporate the steam chest and the nozzles in which the trip valve is installed. In condensing turbines, the outer casing consists of an HP/IP (intermediate pressure) casing and an exhaust casing (usually made of cast steel), which are joined by a vertical flange.
Steam turbine design approach
Industrial steam turbine users require a highly customised product that closes the steam balance and fits into their plant configuration. For this reason, a fully standardised product is not possible in this market and different approaches to optimising the performance and keeping the delivery time and cost under control have been followed by steam turbine original equipment manufacturers.
GE Oil & Gas takes a mixed standard/custom approach in which some of the components are optimised on a project basis (within a pre-determined design space), while others are selected from standard libraries.
For example, reaction drums and the control stages are optimised on the basis of the project cycle data, targeting the optimal flow and work coefficients and keeping the mechanical design parameters within a design space for which there is abundant experience. This is usually accomplished using automated procedures that iterate between the aerodynamic design and its mechanical verification.
A similar approach is followed for the outer casing design, for which the casting is customised based on standard patterns. Therefore, for each application, optimised casing is developed, which differs from project to project. In contrast, the LP stages are taken from standard families of components because their development requires very extensive design and testing activities, not compatible with a typical project schedule.
Fitting into the existing product
Usually, the rotational speed of the LP section limits the capability of a turbine because the last stage blades have the highest An2 (where A is the annulus area and n is the rotating speed). The LP stages have a significant impact on the overall turbine efficiency since they deliver from 20% to 40% of the power, depending on the steam balance of the machine. Hence, improvements in the LP stage capability and performance have a significant effect on the entire turbine. However, to fully exploit these benefits, the match between the new section and the rest of the product structure has to be carefully taken into account from the start of the project.
The geometric criteria considered in the development of the new HS LP stages are as follows:
• Must fit into existing standard casings. The flow path inner and outer diameters have been limited to fit the hub outer diameter of the last stage blade to the existing set of exhaust casings and to match the LP blade carrier to the existing rib of the HP/IP casing.
• Rotordynamic impact. The rotordynamic behaviour of a turbine is strictly related to the bearing span and the rotor stiffness. For this reason, the axial length of the new stage sections was set to maintain the overall bearing span of the turbine within the experience envelope; similar considerations also applied to rotor stiffness.
• Match with the IP reaction stages. IP reaction stages have a fixed An2 capability so the inner and outer diameters of the HS LP first stage were designed to achieve a good match with the flow paths of the IP and LP sections.
The good fit of the new LP stages with the existing product structure was verified in the case of the first waste-to-energy unit designed with the new HS LP blades, that for Montale in Italy. Figure 3 shows a waste-to-energy plant with existing (SK) LP stages (Ruswil), while Figure 4 shows a waste-to-energy unit (Montale) with the new (HS) LP stages. It can be seen that the new LP section does not alter the basic structure.
Rotor design
The rotor of the new HS LP stage consists of a first section (L2 and L3 blades) with typical “drum” architecture and a second section (L1 and L0 blades) with “disc” architecture (see Figure 5). This structure ensures a good match with the HP/IP section, which always has a “drum” architecture, and benefits from the higher pull load capability of the axial entry dovetail in the last two stages, where it is needed because of the higher An2. The packing ring diameters of the L1 and L0 stages have been kept to the maximum allowed by the assembly constraints to minimise the stress in the rotor and maximise the rotordynamic stiffness of this section.
The mechanical design of the shaft was validated with a non-linear axial-symmetric finite element (FE) model. The stress of the blade dovetails was analysed separately along with the associated blades. The over-speed margins, low cycle fatigue life and tolerance to inherent material defects were verified in accordance with GE practices and API requirements.
All the blades feature an integral cover which remains in contact with the adjacent covers over the entire continuous speed operating range. This guarantees that the blade rows behave as a continuously coupled structure, which, as is widely recognised, provides the best stiffness and damping characteristics, and leads to very low vibration stresses.
L2 and L3 have T-root tangential entry dovetails of the same design as that of the HP/IP reaction stages. An extremely large number of hours of experience has been accumulated with this design and its reliability is well proven.
The L0 and L1 blades are equipped with fir tree axial entry dovetails, which have superior load carrying capabilities. This design keeps local stress very low, and minimises the adjustments needed during assembly and the assembly time.
The L1, L2 and L3 blades are made of X20Cr13 steel, the material always used by GE Oil & Gas for LP blades. The L0 blades are manufactured from M152 in order to maintain adequate safety margins. M152 is a martensitic steel widely used by GE Energy for large and industrial steam turbines. It combines very high hardness and tensile characteristics with high toughness and is considered a well-proven material for condensing steam applications.
Solid models of the L0, L1 and L3 blades are shown in Figures 6, 7 and 8, respectively.
The mechanical design of the blades was developed and validated with extensive use of 3D geometry models coupled with finite element codes. The mechanical design process is also integrated with aerodynamic design in an iterative process to determine the optimal solution.
Today’s FE code capabilities allow the simulation of typical non-linearities such as the contact between the rotor dovetail and blade root, the contact between the covers of two adjacent blades, and elasto-plastic material behaviour. Large deformations can also be taken into account. So, for static stresses, the effects of all the geometrical features and the interactions among all the mating parts are captured well by the FE code and its results are considered validated. The approach followed for the static analysis of coupled blades is as follows: a finite element model of a single blade and the corresponding wheel sector is constructed and this model is then used as the basic element in the cyclically repetitive structure that is analysed. Thus the static analysis of the entire row is performed by modelling just one of its sectors and applying cyclic symmetry boundary conditions. At the mating surfaces (cover or dovetail), special elements which solve the contact algorithm are applied.
A more challenging task is the determination of the frequencies (modal analysis) of the blades especially in a case like this where they are strongly coupled, through the covers. The capabilities of today’s FE codes do not support the solution of eigen-frequency problems taking into account the effect of non-linear features such as contacts between blade parts. This limitation of the codes is overcome using our experimental database, which indicates the best combination of boundary conditions to simulate the modal behaviour of the non-linear features.
Design of stationary parts
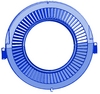
As previously discussed, one of the key constraints is to fit the new LP section into the existing casing structure. The main advantages of this approach are the preservation of the casting patterns and the ability to upgrade existing units by just replacing the internals. To meet this objective, the double shell solution already used with the existing LP section was adopted (as shown in Figure 4). The inner casing was re-designed to hold four stages, accommodate a larger flow path and keep the same supporting system. A significant modification of the stator structure was implemented. The standard reaction technology solution in which separate blades and spacers are installed directly in the inner casing (for this reason called a blade carrier), was changed to a mixed impulse/reaction design in which integral diaphragms (Figures 9 and 10) are installed in the inner casing.
This choice was driven by the ability to construct diaphragms using an innovative technology that combines milling from a solid disc and electro-discharge machining. This technology is possible today due to the significant improvements in 5-axis milling machine capabilities. Over the last ten years GE Oil & Gas has accumulated vast experience in the full milling of closed impellers (for centrifugal compressors) and this know-how has now been transferred to the production of steam turbine stationary parts. The main advantages of this solution are:
• Simplification. A significant part count reduction is obtained - from around 400 parts (considering just blades and spacers), to four parts (the diaphragms). Therefore the replacement of LP stages can be done in a much shorter cycle time.
• Improved aerodynamic and aeromechanical quality. With traditional blade and spacer solutions, the fidelity of the nozzle throat to the aero-design specification is dependent on the capability to control the tolerances of single parts and making adjustments during assembly. With full milling, the precision and repeatability of the throat distribution along the nozzle row is directly connected to the milling machine accuracy, and therefore very good uniformity is achieved. The improvement in the geometric quality of the airfoils is directly translated into better efficiency of the stage and lower excitation stimulus on the rotating blade.
The mechanical design was verified with 3D finite element models (Ansys). All the parts up to the connections to the blade carrier were modelled. The steam load was obtained from the pressure distribution calculated by the 2D aero code and applied to the FE model as a pressure distribution. It was verified that the local and average stresses are well below the allowable values.
Testing
A fundamental step in the development of steam turbine low pressure stages is the validation of the rotating blades. This step is required since rotating low pressure blades are the most critical components of the turbine because of the combination of high static stress and potential vibration stress to which they are subjected. Static stresses are predicted well by FE codes but to prevent high vibration, experimental verification of the frequency of the blade is always recommended.
For power generation applications, the validation of the frequency is usually done by carrying out a rotating vibration test on a full scale rotor in a vacuum cell (also known as a wheel box test). Based on the experimental Campbell diagram, the margins between operating speed and resonances can be verified. An additional result of the test is the determination of the cover locking speed of the L0 and L1 blades.
The test setup consisted of a full-size rotor with the four blade rows assembled on it (see Figure 11). The blades were instrumented with strain gauges, and the entire assembly was put into a vacuum cell usually used for production rotor over-speed tests. Such a vacuum cell is essentially a bunker from which air is evacuated in order to reduce windage heating and power absorption. This facility is equipped with an electric motor and a fluid drive system so that the turbine rotor can be spun to any desired speed. Excitation is provided by oil jets. The advantage of using oil instead of air is that oil does not increase the vacuum pump work. The excitation system is installed on a frame supported at the bearing standards (see Figure 12). The oil nozzle supports are mounted on a ring that can slide axially on bars. The position of the supports can be regulated radially, and the oil pressure upstream of the nozzles can be varied over a wide range to tune the intensity of the excitation.
The experimental Campbell diagrams (see Figure 13) confirmed the predicted frequencies. The cover locking speed was found to be well below the continuous operating range.
Performance testing and extended aeromechanical testing of the new LP stages was performed in a full scale turbine at Schenectady.
First application
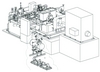
The first application of the new HS LP stages is a power generation turbine located in the Montale waste-to-energy plant in Italy (see turbine cross section in Figure 4). The turbine, with a nominal power of 8 MW, is a typical example of a geared, small power generation application. The train consists of a turbine running at 9690 rpm, a gear that reduces the speed to 1500 rpm and a 4-pole generator. A small amount of steam (around 5% of the main flow) is also extracted from the turbine upstream of the second drum.
Since the plant’s incinerator has three lines of burners, flexibility is important. Depending on the number of lines that are in operation, the steam produced can vary from 20% to 100% of the nominal flow. The variability in the heating value of the waste also plays an important role. The air-cooled condensing system is capable of maintaining a vacuum pressure of 0.13 bara at the nominal flow, whereas reduced mass flow can cause the condensing pressure to be decreased to 0.07 bara.
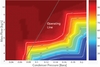
The HS LP stages are able to sustain a high level of efficiency over this wide operating range, as shown in Figure 15. Because of the condensing system characteristics, the turbine is expected to operate along the black line shown on the map. The off-design efficiency drop over most of the expected operating line is less than 2%.
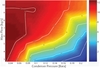
Another characteristic of this type of plant is the nature of the steam conditions at the last stage blade exit. The inlet steam conditions are poor (low temperature), and the vacuum level is pushed to very low values to maximise the efficiency. The combination of these two factors leads to a very high moisture content at the exit of the last stage (see Figure 16), which implies significant wetness-related efficiency losses.
Another consequence of the high moisture content is the potential risk of erosion of the last stage blades. Liquid droplet erosion is strongly related to the blade tip speed and the moisture content.
However, the HS LP stages have been designed for high speed applications and therefore appropriate erosion protection technology has been developed. The base material of the last stage blade is M152 which has very good erosion resistance (almost 10 times higher than standard 13% Cr steel). Furthermore, WCr (special coating) has been applied using an HVOF (high velocity oxygen flame) process.
The Montale WTE plant – the first to benefit from all these advanced features of the HS LP blades is now in commercial operation.