Coal Plant NOx Reduction
Power plant mosaics: paving the way to 0.11 Ib/MMBtu without SCR
15 March 2004Cap and trade regimes are leading to some creative thinking in the area of emissions control and a reappraisal of the criteria for evaluating reduction options. Three coal-fired power plants in the USA are achieving very low NOx levels without the expense of selective catalytic reduction. Instead they are employing a “mosaic” of proven cost-effective technologies in a carefully designed combination.
Power generators around the world are being pressed to reduce NOx emissions and newly formed emission-trading scenarios have created flexibility in accomplishing this challenge, triggering a renewed search for more innovative and cost-effective solutions.
A recent breakthrough innovation has seen coal plant NOx levels reduced to as low as 0.11 lb/MMBtu (lb/million Btu) without selective catalytic reduction (SCR), for about half the cost. The solution, developed by GE Energy, which integrates multiple technologies into a custom-designed solution, is currently being implemented at three coal-fired facilities in the United States for less than $1000/ton of NOx removed. Details of two of the sites are provided below.
Cap and trade brings flexibility
Historically, regulations have set specific emission limits for individual plants. However, in many areas these “command and control” requirements are being replaced by a “cap and trade” system, which limits the total emissions from a large group of sources but allows trading of emissions credits among the sources. Under cap and trade, emissions are a tradable commodity with market value. There is flexibility to under- or over-control via the sale or purchase of emission credits in order to minimise the total cost of emission compliance. Current examples of cap and trade regulations for NOx in the United States and Europe include:
• US SIP Call – Plants in a 22-state region of the eastern US are subject to cap and trade NOx control regulation that is often referred to as
the State Implementation Plan (SIP) Call. Total emissions from the region in a five-month ozone season are limited to the equivalent of about 0.15 lb/MMBtu NOx, based on projected future plant firing rates. Each plant receives emission allowances equivalent to its pro-rated share, and is permitted to trade for over- or under-control.
• US Interstate Air Quality Rule – This newly proposed rule expands the SIP Call region and reduces permitted NOx emissions to 0.125 lb/MMBtu with the potential for similar trading provisions.
• EU Large-Combustion Plant Directive – This requires power generators in the EU to reduce NOx emissions from large coal-fired units to 500 mg/Nm3 by 2008 and 200 mg/Nm3 by 2016. Other levels apply to smaller units and other fuels. Individual EU member countries will establish the specific regulations. The final regulations may be command and control or cap and trade, but observers are predicting cap and trade will be preferred due to the potential cost savings.
The flexibility offered through the cap and trade system has led to significant changes in the way that technologies are evaluated and has expanded the range of options available. With more options, generators are now seeking solutions that are compatible with their particular operations, taking advantage of existing systems and technology where applicable. As an example, the US SIP Call was the first large-scale cap and trade regulation in the United States. But generators were uncertain as to how the regulation would work and how to determine the future value of emission allowances. This unfamiliarity, along with long lead times associated with a high confidence of reaching the 0.15 lb/MMBtu level, led many large-unit power generators to quickly opt for selective catalytic reduction systems. While many of these SCR installations have been successful in meeting required NOx limits, the high installation cost and resulting operational problems often led to lower performance and profitability. Now that the cap and trade system is more widely understood, the smaller unit generators are fully leveraging the system’s flexibility and have raised the bar on what their emissions strategy should accomplish, creating a new set of evaluation criteria that now includes performance.
Technology integration
In response to this new demand, GE Energy has developed a comprehensive approach that strategically positions multiple independent and proven technologies in a custom-designed solution for emissions reduction – a technology mosaic, of sorts. By analysing efficiency opportunities throughout the entire plant – from fuel additives to emission monitoring systems – GE can identify the most cost-effective combination of technologies for a given set of performance and operational requirements. Figure 1 illustrates the broad range of technologies potentially employed in a NOx reduction project by GE.
In many cases, existing NOx control technologies are already in place. A key element of GE’s success has been the ability to integrate existing technologies with added modifications, achieving NOx levels as low as 0.11 lb/MMBtu for less than $1000/ton of NOx removed. The approach has also led GE to two industry milestones: successfully installing the largest coal reburn system in the United States (at Western Kentucky Energy’s Green plant) as well as implementing the first SNCR and reburn combination in the industry (Somerset). Figure 2 indicates typical NOx reductions using key elements of GE’s integrated NOx reduction solution.
Coal reburn at WKE Green
The challenge: Western Kentucky Energy (WKE) sought to reduce NOx levels from 0.42 to 0.22 lb/MMBtu for compliance with SIP Call regulations.
The solution: Multiple technologies were used to reduce NOx levels to 0.21 lb/MMBtu for less than $1000/MMBtu and in the process the largest coal-reburn system in the US was created.
The project: WKE Green station hosts two 250 MW opposed-wall-fired units using bituminous coal. After an initial evaluation, GE Energy recommended a series of modifications to optimise the overall operation of the system, including NOx reduction, combustion efficiency, and boiler operation. Figure 3 illustrates the solution components and their locations.
For NOx reduction, GE designed two coal-reburn systems that can operate in either reburn-only or simultaneous-reburn and overfire air configurations. Design of the reburn system included extensive isothermal and computational fluid dynamics (CFD) flow modelling, as well as thermal performance and chemical kinetics modelling, all evaluated in the context of an extensive full-scale retrofit experience.
The Green units are opposed wall-fired with 12 burners in a 3-wide-by-4-high array on each wall. The reburn and overfire air injectors are located on the front and rear furnace walls above the top burner row. Six coal reburn injectors and six overfire air ports were installed through new waterwall penetrations on each wall.
The reburn coal is supplied from one of the existing coal pulverisers. Coal supply lines from two mills feeding the upper two burner rows were rearranged so that during reburn operation, the upper burner row is removed from service and the coal is supplied to the reburn injectors. To provide the momentum necessary for rapid and complete mixing of the reburn fuel with the furnace gases, cold air from the mill air supply is mixed with the reburn fuel prior to injection.
Air is supplied to the overfire air ports from the secondary combustion air system. Each overfire air port is of dual-concentric design with adjustable swirl. This allows the injection velocity to be adjusted independent of the flow rate for excellent furnace mixing over the load range in both overfire-air-only and reburn configurations. The reburn system controls are fully integrated with the boiler controls and include sensors, permissives, and trips that meet National Fire Protection Association (NFPA) safety requirements.
To optimise performance, the system is also equipped with a coal-flow balancing system and upper furnace sensors, so that both fuel and air supply to the burners, reburn injectors, and overfire air ports can be balanced and tuned.
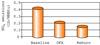
Figure 4 shows the emission control results. Baseline NOx was about 0.45 lb/MMBtu with the existing low-NOx burners. The overfire air system reduced NOx to 0.27 lb/MMBtu – a 40% reduction. The reburn system reduced NOx further to 0.21 lb/MMBtu, which is a 53% reduction from the original low-NOx burners and lower than WKE’s requirement of 0.22 lb/MMBtu. The project was accomplished with no adverse impact on boiler performance.
Reburn and SNCR at NRG Somerset
The challenge: NRG Somerset was required to reduce NOx to 0.15 lb/MMBtu per SIP Call agreement.
The solution: GE reduced NOx from approximately 45 lb/MMBtu to 0.11 lb/MMBtu under specific operating conditions, by installing the first reburn system in the industry to be combined with selective non-catalytic reduction (SNCR).
The project: Somerset unit 6 is a 120 MW boiler fired with bituminous coal. The furnace is tangentially fired with three firing elevations. It is also equipped with an SNCR NOx control system involving four levels of urea injection into the convective pass. Based on these operational parameters and NOx reduction goals, GE recommended reburn as part of the overall emission reduction package.
For maximum NOx reduction and minimum ammonia slip, the SNCR system requires urea to be injected within a narrow temperature window. To maintain SNCR functionality, the reburn system designed by GE had to achieve high levels of NOx reduction, as well as avoid altering the temperature distribution in the boiler. GE drew heavily on a combination of modelling techniques and experience with many previous retrofits to achieve this objective. The optimum design included close-coupled overfire air (CCOFA) ports at the top of the burner zone, reburn injectors higher in the furnace, and overfire air points above the reburn injectors. All components were mounted in the four furnace corners. The arrangement of the combustion modification components is shown in Figure 5.
The upper burners were modified to a CCOFA configuration by moving the upper coal nozzles downwards and providing new CCOFA ports without pressure part changes. This CCOFA configuration provides two NOx control benefits. First, the burners can be operated at lower excess air, directly reducing NOx. Second, the CCOFA can be adjusted to minimise the excess air entering the reburn zone, which increases the NOx reduction per unit of reburn fuel.
Reburn fuel injectors were installed in the corners above the CCOFA ports. The injectors are GE’s latest-generation design, which uses the pressure of natural gas to create high-velocity gas jets for controlled mixing across the furnace cross-section without the need for an expensive carrier fluid system. Multiple injectors in each corner allow the injection velocity to be maintained across a range of gas injection rates.
To burn out the combustibles from the reburn zone, additional overfire air was injected higher in the furnace via new overfire air ports. These overfire air ports incorporate GE’s latest-generation dual-compartment design. By using two compartments in each port, the overfire air injection velocity (and thus furnace mixing) can be controlled across a broad range of overfire air injection rates in both reburn and overfire-air only modes.
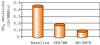
Figure 6 shows the emission control results. Baseline NOx was 0.45 lb/MMBtu without the SNCR system in operation. The reburn system reduced NOx to 0.20 lb/MMBtu – a 55% reduction, with adjustable boiler parameters setup to maximise NOx reduction. The SNCR system reduced NOx further to 0.11 lb/MMBtu at maximum urea injection rates, a 45% reduction from the reburn level, and a 75% overall reduction from the baseline. The new system can meet the required 0.15 lb/MMBtu NOx emission level with lower than expected natural gas usage.
Economics
Since the combustion modifications are site-specific, both the performance (NOx reduction) and capital and operating costs are also site specific. In regions where cap and trade regulations apply, NOx emissions are a tradable commodity and when making the decision to buy credits or install control equipment, one must consider the marginal cost of NOx reduction. In many situations, the marginal cost of NOx control via combustion modification is low, compared with current and projected market prices for NOx emission allowances. The following is an illustrative example:
The coal reburn approach therefore results in a cost saving of about $2 million per year with simple payback of just over two years. Of course, there are many assumptions in this analysis which will impact the results substantially if varied. Nevertheless, in most cases, GE’s approach will result in considerable cost savings compared with purchasing allowances.
This simple analysis presumes that operating costs are zero and that there are no other costs or benefits. By fully optimising the system, however, and applying automated coal balancing and excess air reduction, there is potential for some heat rate improvement, which would increase the cost savings. In addition, recent field test results have shown that similar NOx reduction techniques like those used in the examples above can also significantly increase the capture of mercury in the flyash.
Site specific analysis required
These two reference plants have shown that combinations of combustion modifications and SNCR have the potential to significantly reduce NOx emissions from coal-fired boilers to less than 0.2 lb/MMBtu, and in some cases approaching 0.1 lb/MMBtu. The actual NOx reduction performance will be site-specific. Depending on site-specific factors, the cost of NOx control may also be considerably lower than purchasing NOx allowances on the open market or installing selective catalytic reduction.
This article has presented recent results and illustrated levels of NOx control and cost effectiveness for combustion modification systems. A detailed site-specific analysis should be done to determine the optimum combination of technologies for other
applications..
Tablestable 1