power plant operating experience
Report from Vřesová: 12 years of operating experience with the world’s largest coal-fuelled IGCC
1 October 2008Sometimes overlooked when lists are compiled of operating coal based integrated gasification combined cycle units – probably because it was not originally designed as an IGCC – is the 400 MWe plant at the Vresová gasworks in the Czech Republic, operated by SUAS. Indeed, over the years SUAS has transformed Vresová into an important centre for demonstration of clean coal technology, and development of the complex continues, with the recent installation of a Siemens (formerly Future Energy) liquids gasifier.
Although not originally designed as such, the 400 MWe power plant operated by Sokolovská uhelná, právní nástupce, a.s. (Sokolov Coal Corporation or SUAS) at its Vresová gasworks in the Czech Republic has for the last 12 years been the world’s largest coal-fired IGCC. Twenty-six Lurgi-type fixed-bed gasifiers processing brown coal from the company’s own local open cast mines form the basis of the plant. The raw gas from the gasifiers is treated by the Rectisol process and fed into two GE licensed 9E gas turbines.
The Vresová gasworks began operation in 1969, supplying town gas to a large area of the western part of the Czech Republic and was at the time the largest gas producer in the country. Also located on the same site are a conventional 220 MWe boiler plant and a 300 000 t/a briquetting plant, both using the company’s brown coal as feedstock. The plant supplies district heating to Karlovy Vary and other neighbouring towns.
With the introduction of natural gas the market for town gas diminished rapidly and a new market had to be found. Various studies were carried out, including methanol production, but the outcome of these studies favoured electric power as the future product.
In September 1993 a contract was signed for the installation of two syngas-fired combined cycle blocks each rated at 200 MWe. These two units were commissioned in 1995 and 1996.
Further development of the complex continues. Recently a Siemens (formerly Future Energy) liquids gasifier was commissioned to provide additional syngas from tars produced by the fixed-bed gasifiers. Testing is underway to process alternative liquid wastes.
Brown coal gasification
The 26 water-jacketed fixed-bed gasifiers have an internal diameter of 2.7 m. The particle size of the graded brown coal is 3 to 25 mm; the gasification rate is 4 to 8 kg steam/Nm3 of oxygen.
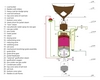
In the counter-current arrangement, the gasification occurs in several zones (see cross-sectional diagram). In the bottom zone there is an ash layer several decimetres high where the steam–oxygen gasification agent is preheated by the hot ash and evenly distributed over the full cross-section of the gasifier. In the subsequent oxidation zone, oxygen and carbon react vigorously, resulting in generation of carbon dioxide. The heat generated is used for supporting a number of gasification reactions occurring in the subsequent zones of the gasifier.
The gases leaving the oxidation zone, which are rich in carbon dioxide and steam, enter the reduction zone where the bulk of heterogeneous reactions of carbon occur, generating primarily CO, H2 and CH4. This is also the point in the reactor where the CO shift conversion of steam and CO to CO2 and H2 takes place.
The last two zones in the direction of the generated gas flow are the carbonisation and drying zones. In the carbonisation zone, the primary tar is generated from the organic portion of the coal. In the drying zone, water is evaporated from the coal before the latter enters the carbonisation zone.
Gas treatment
The raw syngas leaves the gasifier at pressure of 2.7 MPa and a temperature after the pre-cooler of about 200 °C. This gas is subsequently cooled to about 30 °C prior to entering the Rectisol unit. In the course of this cooling, both water and a rich mixture of organic substances condense out of the raw syngas. This condensate is directed to an atmospheric pressure gravitational separation device where the tar is separated from the aqueous phase (phenol water); heavy tar slurries also sediment. The tar is further processed into a final product containing a maximum of 1.2% of water.
After the gravitational tar separation, the phenol water is subject to dephenolisation by butyl acetate extraction. A phenol concentrate is the resulting product. The dephenolised water is then cleaned of ammonia in a stripper and after that directed to biological treatment. The finished water is used for flotation removal of slag and ash from both the conventional power boilers and the gasifiers. Ammonia is further concentrated to a saleable product specification. A small part of the ammonia obtained in wastewater purification is used in the selective catalytic reduction (SCR) unit of the wet sulphuric acid plant.
Liquid byproducts from the gasification therefore include coal tar, phenol concentrate and liquid ammonia. In addition crude naphtha is recovered from the remaining hydrocarbons entering the Rectisol acid gas removal unit and sulphuric acid is produced from the acid gas. Until recently the coal tar served mostly as fuel for blast furnaces and heating plants; the phenol concentrate is delivered for subsequent chemical processing.
Other organic substances separated during the process of ammonia removal could also extend this list: these are substances that are stripped from the phenol-free water along with ammonia, and separated in the process of the liquid ammonia refining.
The cooled raw gas from the gasification unit is further treated to remove various impurities using a selective Rectisol process, which uses chilled methanol as solvent.
The raw gas entering the Rectisol unit is first washed by a mixture of water and hydrocarbons and is thus cleansed of the crude naphtha, ammonia, and HCN and also of any ash remnants that could have abrasive effects in the subsequent process.
The gas is then washed with cold methanol to remove H2S, COS and lower thiols. The total sulphur content of the clean gas is about 13 mg/m3.
In the original town gas application, the Rectisol unit included a second stage, in which carbon dioxide was removed down to a level of 5% vol and sulphur further removed. This stage is now bypassed and most of the CO2 is left in the pure gas, so that it can perform mechanical work in the gas turbine expander section. The utility consumption of the Rectisol unit is also reduced. In addition to the efficiency advantage of leaving the CO2 in the gas, it also serves to provide a very effective diluent for the syngas, which reduces the formation of nitrogen oxides during combustion in the gas turbine.
The pressure of the clean syngas downstream of the Rectisol unit is 2.1 - 2.5 MPa, which allows it to be used in the gas turbine without additional compression. The gas is practically sulphur free and does not contain any nitrogenous substances. This makes it an environmentally friendly fuel for the subsequent power plant.
The concentrated acid gas contains between 2 and 7 vol% H2S and is directed to a 100 t/d wet sulphuric acid (WSA) plant where the sulphur compounds are burned to SO2 and then converted to SO3 in a catalytic process. Sulphur trioxide then reacts with water vapour producing H2SO4 that condenses as a highly marketable 96% acid product. The WSA unit was started up in 1993. Prior to this the acid gas was simply incinerated.
In addition to the main acid gas stream a small lean flash gas stream containing less than 1% H2S leaves the Rectisol plant. This is treated in a thermal incinerator.
Power block
The combined cycle power plant consists of two identical blocks that are each composed of:
• Gas turbine, Frame 9E (9171 E), made and supplied by EGT under licence to General Electric.
• HRSG and steam turbines supplied by ABB Energeticke systemy Brno.
The syngas is used as the primary fuel in the power plant with natural gas as backup fuel.
The HRSG is designed as a two-pressure unit without supplementary firing. Steam generated at 7.3 MPa/505 °C and 6 MPa/210 °C is led into the two-casing, two-pressure condensing steam turbine with two regulated extractions (3.5 and 0.5 MPa).
The steam part of the power plant operation is closely integrated with the rest of the complex. It is possible to supply steam from the combined cycle into the steam network of the complex, and it is possible to take steam from the network, resulting in flexibility and reliability.
The thermodynamic efficiency of the gas turbines is 34.8%. The efficiency of the overall combined cycle block during condensing operation of the steam turbine is 50.5% and when using the flue heat for additional heating of the district heating network water, the efficiency increases to 54.5%.
SOx emissions are governed by the sulphur slip from the Rectisol unit and are less than 0.2 mg SO2/Nm3 in the gas turbine flue gas.
NOx emissions generated from nitrogen species in the fuel (fuel NOx) are essentially nil, since the nitrogenous compounds in the coal are transformed to ammonia and hydrogen cyanide in the gasification process and removed in the subsequent gas treatment.
NOx emissions are therefore almost completely determined by the generation of thermal NOx in the gas turbine burner. The CO2 retained in the syngas provides a good diluent to reduce flame temperatures. Steam injection into the flame is used to provide additional temperature reduction.
The limit (and guaranteed) content of nitrogen oxides in the flue gas is 45 ppm at 15 % oxygen which meets relevant air protection standards with a large margin in reserve.
Decline in coal quality
Coal is mined from the Antonín seam in the Sokolov opencast mines. The highest quality coal areas were deep-mined starting in the 18th but mostly in the 19th and 20th centuries. Opencast mining began in the 1950s.
As the bucket-wheel excavators reached the area left behind by the earlier mining activities, they encountered a dense network of galleries and exploited coal chambers, which has led to a significant change in coal quality. Quality changes are as follows:
• After driving galleries and exploiting coal chambers, the remaining coal was left exposed to the air, in many locations for many decades.
• Where the roof has collapsed, dirt bands, partings and even hanging walls reached the level of coal in the undisturbed seam leading to a deterioration in the mechanical quality of the coal.
• The disturbance of the seam compactness has also led to deterioration in coal chemical quality through such effects as oxygen penetration, water contamination, and reduction in methane adsorbed in the coal.
Thus coal from the previously deep-mined areas has different properties from that from the undisturbed seam and it this lower grade material that is preferentially fed to the gasifiers.
An important issue is the significant reduction in coal reactivity. Laboratory measurements have been made with a silica spiral thermo-balance on char samples from the pillar and from the roof to determine the reactivity with a CO2-N2 mixture at a temperature of 850 °C. The gasifying reactivity (carboxireactivity) of the pillar coal reached a level of about 1.5%/min – about 15% higher than that of the roof (ground level) coal. The difference is apparent when gasifying either char or coal.
In comparison Australian Latrobe Valley brown coal has a typical gasification reactivity of about 3 to 5%/min under comparable reaction conditions. German Rhine Basin brown coals have a slightly higher reactivity that the Latrobe Valley coal. Thus the Sokolov brown coal has a lower carboxireactivity than German and Australian coal types even without considering the previous mining activity.
This has placed clear limits on the use of alternative gasification technologies. A project to install a High Temperature Winkler (HTW) fluidised bed gasifier had to be dropped. At the same time, the coal quality issues pose formidable challenges for the existing gasification processes.
The following factors impact on the gasification process as more and more coal is mined from the previously mined areas:
• The higher ash content proportionally decreases the product yield per ton of coal processed.
• The nature of the tar products from the fixed-bed gasifier changes. In particular there is an increasing tendency for emulsion formation. These emulsions make the final separation and finishing of liquid byproducts increasingly difficult.
• The oxygen–coal interaction or “coal weathering” experienced by the roof coal lowers the rigidity of the product, resulting in a higher proportion of fines – ie, particles of less than 5 mm, which represent the limit for the gasifier feedstock. Particles of less than 4 mm tend to become entrained in the raw syngas and contribute to forming obstinate emulsions, which are difficult to break.
The reduced syngas yield per ton of coal fed to the existing fixed-bed gasifiers caused by the deterioration in coal quality has a significant influence on the economics of the operation since any reduction in syngas has to be made up with expensive natural gas.
Natural gas is used in the power block for two main purposes:
• The prime purpose is to provide a rapid increase in output when the despatch demand requires it. Typically a rate of increase of 6% of nominal output per minute can be achieved.
• In addition natural gas compensates for any decrease in syngas production, whether this originates from mechanical bottlenecks (high ash) or reduced reactivity when processing lower quality coal.
For SUAS it is better to supply the higher grade coal to its customers and to process the higher ash and sulphur coal in its own facilities. But the cost of making up the resulting loss of syngas production by using natural gas has an important negative influence on the economics of the operation.
Liquid assets
Another important consideration is that the market price of electricity obtained from syngas in the combined cycle power plant significantly exceeds the corresponding returns that would be achieved from the sale of liquid products. There is considerable attraction in the concept of gasifying liquids to maintain electricity output since this will provide savings in the natural gas consumption.
Taking a longer term perspective, a liquids gasifier could also be capable of processing a certain amount of alternative or waste fuels. Given that the produced gas is cleansed of H2S and other organic substances in the course of purifying, the chance of processing suitable liquid substances even with a higher proportion of sulphur is a big advantage. When considering what type of liquid wastes could be used to generate power in this manner, it is necessary to stay within certain limitations governed by the process, in particular:
• The viscosity must be within the range specified for the original burners.
• Alternative liquid substances must not contain abrasive particles, and the eventual ash material content must not chemically impact the lining used in the reactor.
• Low content of halides.
Given the economic attractiveness of the concept, a new liquids gasifier has been installed and is currently in the process of commissioning. The selected technology is a Siemens SFG (formerly Future Energy GSP) entrained-flow gasifier (see Modern Power Systems, October 2007, pp 19-23).
The feedstock is gasified with oxygen and steam at a pressure of 2.8 MPa and at an overall reaction temperature of about 1400 °C, which results in a raw syngas containing H2, CO, and CO2 as the major components. Basically, it is similar to the syngas from the fixed-bed gasifiers in which the content of methane or other hydrocarbons is almost zero.
The major feedstock for the new gasifier is coal tar from the fixed-bed gasifier. Additional fuels are phenol concentrate, crude naphtha and other organic substances. Initially the plan was to inject each feed separately via a separate burner but currently all the feeds are pre-mixed before being fed to the gasifier.
The hot raw syngas leaves the reactor at the bottom through the slag outlet and enters the quench chamber, which is integral with the reactor. Water sprayed into the quench chamber through nozzles cools the syngas, removes slag particles and concurrently saturates the gas with steam.
The cooled raw gas then leaves the quench chamber and enters the crude gas washer where it is subject to additional washing. Then, it goes into the cooling and condensation tower, which is common to the new and old gasifiers. Here, it is mixed with the gas from the fixed-bed gasifiers.
The oxygen flow control has to cope with varying proportions of different feedstocks being fed to the gasifier, each of which has a different oxygen demand, l. For each component of the fuel, i, li = VO2i/fi, where VO2i is the volume of oxygen fed to the burner and fi is the theoretical consumption of oxygen needed for complete burning of the fuel (the i component). The specified l value was determined for each component separately so that the overall temperature is kept at about 1300-1400°C under gasification conditions.
The flexibility of this control system allows the processing of other organic liquids provided that the critical characteristics remain in the range allowed by the existing equipment.
Clean coal centre
In summary, over the last 15 years, SUAS has been able to transform its Vresová gasworks into an important centre for clean coal technology, while simultaneously having to adapt to a deterioration in feedstock quality.
Key milestones have been the tripling of electric power output with two syngas-fired combined cycle plants including their integration into the combined heat and power system, the installation of the wet sulphuric acid plant and the addition of the SCR to the thermal incinerator using internally generated ammonia.
Fortunately the additional ash content of the coal now being mined has a relatively high melting point (1400-1500°C), allowing slagging problems to be avoided on the pulverised coal boilers.
Although the quality of Sokolov brown coal has been shown to be unsuited to fluid-bed or entrained-flow gasifiers, the existing fixed-bed gasifiers continue to operate satisfactorily on the poorer quality coal. Nonetheless the increased ash content requires additional gasifier maintenance. Also the separation of the liquid products has become more difficult and the syngas yield has decreased.
SUAS has been able to counter these tendencies by installing a liquids gasifier to generate additional syngas from the coal tar and other organic materials.
The newly installed equipment is also capable of processing other liquid wastes, from outside the Vresová complex, which offers a further opportunity for contributing to environmental improvements.