New technologies & applications
Searching test for vibration monitors
1 December 2006Choosing a reliable wireless monitoring system able to provide data on vibration magnitudes in a coal pulveriser was never going to be easy. So two systems, one of them destined for a US coal-fired plant, were tested alongside each other.
The Baldwin Energy complex (Figure 1) located close to Decartur, Illinois, USA – a coal-fired plant that generates about 1761MW – was the site earlier this year of a joint-venture pilot project which aimed to demonstrate a wireless vibration monitoring solution for a coal pulveriser. The partners in the project were EPRI, the Electric Power Research Institute, and Dynegy, a supplier of electricity, natural gas, and natural gas liquids to customers throughout the USA, and owner of power plants that together generate up to 12 000MW.
A versatile wireless solution was decided upon mainly because the costs associated with installing conventional LAN cable or fibre optics are higher.
The objective was to identify a reliable wireless system that was able to provide overall vibration magnitudes to Dynegy’s OSI PI Historian at one-minute intervals. The data collected by the PI data historian software would eventually be sent to display monitors in the control room to provide the operator with simple vibration data values as well as alarm indications. Dynegy took a pro-active approach to monitoring vibration levels on mission-critical assets, focusing on early detection and the notification of abnormal machine conditions. The ultimate goal was to enhance equipment reliability and the safety of personnel.
A previously installed wireless pilot system had failed to deliver reliable data and was taken out of service after six months. However, Dynegy still considered that a working solution for a wireless vibration monitoring system was the way forward. It therefore selected two new vendors for evaluation, one being SKF Reliability Systems. The two solutions were employed side-by-side, each system monitoring different parts of the pulveriser.
Application
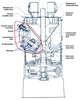
A single CE-Raymond model 923 RP pulveriser equipped with eight Wilcoxon 786A accelerometers – one of six on the site – was chosen for monitoring. Accelerometers were positioned on two motor sleeve bearings, two worm screw rolling element bearings, one bearing at the bottom of the bull gear vertical shaft, and every grinding roll (Figure 2, Table 1). The accelerometers were mounted on each of three grinding roll journal assemblies.
In order to stretch the wireless installation, the pulveriser located at the greatest distance from a wireless access point (about 200 feet) was selected. Although this distance is acceptable in office environments it can be difficult in an industrial environment that has walls, I-beams, pipes, and other metal structures that serve as attenuators and obstacles for wireless signals. In this case, the wireless system needed to be able to transmit through a path that included 5ft x 5ft metal air ducts connected to each of the pulverisers. The typical indoor range of the wireless radios used was between 500 ft and 1500 ft, but up to 16 miles outside in ideal conditions – line-of-sight and high-gain antennae.
In addition to the wireless obstacles, the environment itself was subject to harsh conditions including seasonal temperatures ranging from 40°F to 100°F, fly ash, and water wash-downs. In addition, some monitoring points were looking at equipment running speeds of between 45 rpm and 600 rpm.
Solution
During the pilot period, half of the accelerometers were connected to the SKF system and half to the system supplied by the other vendor. Working from the sensors up, the test began with machine condition transmitters (MCTs) measuring velocity and enveloped acceleration. In general, these transmitters provide an indication of machine health, such as imbalance and misalignment; measurement of enveloped acceleration provides an indication of bearing degradation. The MCTs were configured as shown in Table I.
Although only eight accelerometers were employed, ten MCTs were used. Two were doubled up, ie, the system was delivered with the buffered output from one channel (the raw acceleration signal) serving as the input to another in two separate situations. This daisy-chaining of MCTs allowed additional multi-parameter measurements to be made without the need to install more sensors.
All the MCTs employed in measuring velocity were configured for a 1 inch/second full-scale range; all of those measuring enveloped vibration were configured for a 10 gE full-scale range (gE is enveloped acceleration). The MCTs provided a 4 – 20mA processed output that was representative of the overall channel value. By using a 16-channel analog to digital converter, the 4-20 mA signals could be converted to ModBus Ethernet (RS-485), and sent wirelessly to the access point. The converter used was an RM 16A1, supplied by SKF’s custom products partner, STI.
The wireless transceiver selected for the project was the OS2400-485 industrial ethernet radio manufactured by Locus, (now called RadioLinx). All of the devices were DIN-Rail mounted and fitted into a small, easy-to-mount enclosure. The system was installed and made fully operational in one day.
Discovering failure
Five days after installation the pulveriser experienced a bearing failure on its number two grinding roll. The system was instrumental in notifying plant personnel that a change in the operating characteristics of the pulveriser had taken place. A review of the PI Historian showed the correlation between changes in pulveriser motor current and the vibration trends on the inboard motor bearing, outboard worm shaft bearing, and the number one and number three grinding rolls (Figures 3 and 4) prompting the predictive maintenance engineer to take more in-depth vibration data with a portable analyser.
Motor current also was plotted along with vibration data from the number one and the number three rolls. This data was obtained from the SKF system. Even though the failure did not occur within these rolls, the vibration from the failed roll was strong enough for the MCTs to detect it.
The vibration data collected by the PdM engineer, coupled with an unsuccessful attempt to adjust the grinding roll, forced a visual inspection which revealed that the number two grinding roll bearing had failed (Figure 5) and that the roll had dropped into the bottom part of the grinder and come into contact with the cone assembly.
Both bearings in the roll had failed and disintegrated. The cause was suspected as being a lack of oil in the journal, contributing to the rapid failure. The journal shaft was distorted owing to the heat, and the inner races of the bearing were stuck to the shaft. Furthermore, the bolts holding the upper journal housing to the grinding roll had sheared off, causing the grinding roll to slide and hit the centre feed pipe – breaking a piece out of it (Figure 6).
The measurements taken from grinding roll number two were being fed into the non-SKF system but, even then, the MCT system detected a higher vibration level. If the SKF system had been monitoring this particular channel it is believed that the enveloped readings would have detected the fault earlier and would have shown that a drastic change had occurred. It was thought likely that this would have been soon enough to prevent a catastrophic failure.
After eight weeks of tests the SKF system (Wireless MCT-System) was chosen to provide the wireless vibration monitoring solution. The other system tested failed to provide reliable and continuous service.
Figure 1. Dynegy’s Baldwin Energy Complex Figure 2. Sensor configuration on the pulveriser Figure 3. Plot showing the correlation between motor current and bearing-related vibration data. Figure 4. Plot showing the correlation between motor current and the grinding roll vibration data. Figure 5. The failed bearings Figure 6. The damaged centre feed pipe