BOILER: Cleaning
Slag measurement promises better sootblowing
21 February 2004How good are your sootblowers and how can they be made more effective? The best way of addressing this issue is to actually monitor the build up of slag deposits and to use the information to guide sootblower operations, as necessary. In particular, the direct measurements of slag deposits can be used as an input to an “intelligent sootblowing” system.
Clyde Bergemann has recently launched a strain-gauge based measurement system for slag deposits, which it claims is the first system that “coal-fired power plant operators can use with confidence to drive and control the sootblowers, knowing that they’re attacking the right places at the right time.”
Existing sootblower systems are traditionally run according to a time schedule or in response to reductions in steam temperatures, as noted by the operator. Time based operation (for example, running the blowers once a shift) can result in blowing when it is not necessary, which wastes blowing steam and can erode tubes. On the other hand, when steam temperature drops are used as the trigger for sootblower operation, there is inevitably already a loss of proper steam conditions before the blowers are brought into operation to remove deposits and restore boiler properties.
With traditional methods, operators often miss the critical build-up of deposits in specific areas. “Once they do become aware of them”, says Clyde Bergemann, “it is often too late, barring the use of explosives, a fire-hose or shotgun...”
The new Clyde Bergemann slag monitoring system, called SmartGauge, is designed for retrofitting or incorporation into new plants. It uses a concept originally developed by International Paper for paper plant heat recovery boilers fuelled with black liquor. This black liquor has high ash content and tends to cause serious slagging in the convection pass.
In paper plant boilers fitted with the slag monitor, some blowers were found to be doing very little to remove slag, so their operation was stopped, while others were found to be very effective and their frequency of use was increased. The result was less use of steam and longer boiler runs between shut downs.
The International Paper concept uses strain gauges to measure the load on the rods that suspend the heat exchange surfaces. These suspended heat exchange surfaces are often referred to as “pendants”. The rods connect to the large building steel above the boiler. The increased weight due to the build up of deposits causes the recorded strain to increase and the strain is used as a measure of the weight of the slag deposit.
Clyde Bergemann has licensed this patented method to measure deposits on boiler components in power plants. Figure 1 shows pendants and support rods inside the penthouse at Cumberland power plant, and Figure 2 shows strain gauges on superheat support rods (also Cumberland).
Deposits are formed when the ash in the flue gas is at a temperature above its melting point. The laboratory term for the initial melting point is the initial deformation temperature. Typical values of initial deformation temperature for coal are in the range 1975 to 2420°F. With typical gas temperatures of 2500°F in the furnace, the ash is in a semi-molten condition and when it comes into contact with boiler pendant surfaces that are at a relatively lower temperature, a deposit is formed.
Taking the strain
In the SmartGauge system data from the
strain gauges on the supporting rods are converted to weight measurements using the stress/strain relationship:
S = E´, where S = stress in pounds per square inch, E = modulus of elasticity (30x106 for steel) and ´ = strain in micro inches per inch.
Using the diameter of the rod a cross sectional area can be calculated, and the stress is multiplied by the area of the rod. The weight measurement can be started at any time within the process and any subsequent readings indicate the change in weight from starting conditions. Thus it is not necessary to start from a totally unloaded rod. The special gauges used also have a factor that must be applied to the calculation. Since the gauges are actually made up of two gauges reading in the direction of the strain and two gauges reading 90 degrees from the strain a factor of 2.6 is used as a divisor. This is a factor of two for the two gauges in line with the stress and a factor of 0.3 for each of the 90 degree gauges to give a total of 2.6.
The SmartGauge system was installed for testing at Southern Company, AEP and TVA plants and has been the subject of an EPRI funded project to investigate its full potential. The technology is now commercially available and at the time of writing seven systems had been sold.
Tests at Bowen
In initial trials at Southern Company’s Bowen plant, a wired and a wireless system were installed on the reheat pendant of unit 4, an 880 MW CE boiler burning midwest coal and fitted with Copes Vulcan retractable soot blowers. At Bowen the reheat pendant, a known location for slag formation, is supported by 20 rods at the front and another 20 at the rear. Wired strain gauges were installed on six of the front rods, while two of the front rods were fitted with the wireless type strain gauges.
A further two gauges were installed on rods that suspend one end of the economiser, another location prone to ash deposits.
Excellent correlation was found between the operation of the blowers and the weight reductions measured using the strain gauge system (Figure 3). When the sootblowers are not operated the weight recorded slowly increases.
The economiser gauges were able to detect a steady growth in ash deposits. This was accompanied by a rise in the temperature of the flue gas exiting the economiser, as anticipated by plant staff since there are known areas where the flow is not adequate to move the ash through the economiser.
The strain gauge data suggested that the blowers were having little effect in the economiser section. The section also has sonic horns that are activated every 80 seconds. Again, the strain gauge monitoring suggested these are ineffective in preventing ash build up.
It is also possible that without the blowers and horns the rate of ash build up would be even greater. This could be analysed in future tests.
The wireless system was found to lack sufficient sensitivity and is being modified.
Cumberland installation
Meanwhile, under an EPRI/TVA project, the strain gauge technology has also been used to sense slag deposits in the superheat sections of TVA’s Cumberland station, a 1300 MW wall fired plant burning Illinois Basin coal. Slag deposition on the upper furnace sections, particularly the pendants, has been a recurring problem. The deposits have on occasion gone undetected and grown in size large enough to detach and fall causing extensive damage to the lower slopes. These large “clinkers” have resulted in forced outages for repair, and costs into the millions of dollars for each outage. Previous measurement methods have had limited success in detecting deposits early enough to remove them before they cause damage. For example, three cameras have been installed in ports across the wall facing the superheat pendants to attempt visual detection of the deposits, but since some locations are not visible through the cameras, clinkers have continued to form and cause outages.
At the Cumberland plant 18 strain gauges were fitted to the suspension structure of the superheat pendants, on the support rods above the penthouse (Figure 4).
The strain gauge data collection and processing system consists of a data amplifier receiving data from the strain gauges. The gauges are connected through an Ethernet cable to a PC in the control room, which contains the input processing and operator interface software. Graphical representations of the pendants with colour coded status as to weight loading constitute the operator interface.
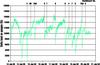
Figure 5 is a plot of the total weight measured by the nine gauges on the south side of the furnace collected from 23 June to 28 June 2003.
The trend period was selected because the unit was off line on 28 June due a tube leak in another section of the furnace. Upon inspection of the upper furnace a 10 x 20 ft slag deposit was discovered in the south side superheat pendants. Figure 5 shows the upward trend that indicates the deposit was growing in size over a two-day interval.
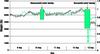
In another instance, in August 2003, the system was able to detect an increase in weight related to a large clinker that formed on the superheater. In Figure 6 the signal from two gauges is plotted over the days before the clinker was removed. An attempt was made to remove the clinker on 10 August but this was not successful, as reflected in the absence of any change in the weight measured by the gauges. On 13 August the clinker was removed and the weight measured by the gauges dropped substantially. One gauge indicated almost 2000 lb of weight loss and the second recorded a loss of about 1000 lb. This illustrates the sensitivity of the system to lateral weight gain. The system provides not only an indication of the overall weight gain in the superheater section of the boiler, but also lateral indication of clinker build up.
The gauge data can also reflect the operation of individual sootblowers and at Cumberland the system successfully identified the most
effective and least effective blowers.
In the future the system could also be used to investigate the factors that influence deposit growth, eg, load, O2 levels, pulveriser performance, steam parameters, etc.