O&M REVIEW: COMBINED CYCLE PROBLEMS
When things go wrong: identifying combined cycle problem areas
1 November 2007In many combined cycle plants around the world the benefits of advanced gas turbine technology have not been fully realised due to problems with compressors, combustors, transition pieces, blades and vanes. Meherwan P Boyce, who has been in the turbomachinery business for 44 years, reviews the problem areas.
The new generation of combined cycle power plants operates at thermal efficiencies in the range 53-58%, with some incorporating innovative variations on the conventional technology, using concepts such as solar power for preheat, water flashing for inter-cooling in between gas turbine compression stages, reheating, and steam for gas turbine hot component cooling. The high efficiencies now being achieved are due, in no small measure, to the introduction of new gas turbine technologies with thermal efficiencies in the region of 40 to 48%). Among the factors contributing to elevated efficiencies are high pressure ratios and high firing temperatures (2400°F, 1315°C).
However, the advantages of advanced gas turbines have to some extent been eclipsed by the following major problems experienced during operation:
• lower availability (up to 10% less than that averaged by earlier (ie less-than-175-MW machines));
• reduced life of nozzles and blades (averaging 15000 hours);
• higher degradation rate (5-7% in first 10 000 hours of operation); and
• instability of low NOx combustors.
Firing temperature significantly affects the performance and life of the components in the hot section of the turbine. Turbines are also very sensitive to backpressure exerted on them by heat recovery steam generators. In addition, the pressure drop through the air filter also results in a major deterioration of turbine performance.
The issues are exacerbated by the increasing need for cycling. Large combined cycle power plants were originally developed as baseload units (one start in every 1000 hours of operation). The reality has been very different and most combined cycle power plants are operating under cyclic conditions where the load at off prime time could be as low as 40-50% of the baseload. Many of these plants now shutdown for the weekends.



Compressor developments
The axial flow compressor used in advanced gas turbines typically has 17-22 stages, with very high pressure ratios (17:1 to 20:1 for industrial gas turbines, 30:1 for frame and 40:1 for aero engines). The more stages, and the higher the pressure ratio the smaller the operational margin between the surge and choke regions of the compressor. Such a narrow operation margin makes operation of the turbine very susceptible to compressor fouling. The high pressure ratios also result in high compressor exit temperatures, making the bleed air from the compressor unsuitable for cooling the turbine vanes and blades without being cooled first. This requires that the bleed air be sent to an external cooler, which can introduce the problem of contamination. Potential sources of contamination are corrosion due to condensation in the bleed lines and weld slag or other debris not properly cleaned out before start-up. Several failures have occurred due to the clogging up of cooling holes in vanes and blades, resulting in overheating of components.
Table 1 summarises recent changes in compressor design and the associated risk.
The trend in advanced axial flow compressors is towards fewer, thinner, larger, 3D and controlled diffusion shaped airfoils (3D/CDA), with smaller clearances and higher loading per stage. There is also increased use of water injection at the inlet or between compressor sections, which affects airfoil erosion.
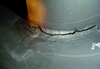
Tip rubs are also major problems in the compressor section of advanced gas turbines. The smaller clearances (20-50 mils) and high pressure ratios tend to increase the probability of encountering rubs. These tip rubs usually occur near the bleed flow sections of the compressor where there are inner diameter changes, and the compressor casing tends to deform slightly (Figure 1). Such rubs, if severe can lead to tip fractures and overall destruction of the downstream blades and diffuser vanes due to domestic object damage (DOD).
To get round the problem of blade rub, many advanced compressor blades have squealer sections on the blade tips (Figure 2), which are designed to wear in a safe manner if the blades are in contact with the casing.


Combustion systems
Combustion systems typically consist of three major components: fuel nozzles; combustor cans; and transition pieces.
The majority of problems in the combustion system occur in the combustor cans and transition pieces. Fuel nozzles do not seem to suffer failures but do get clogged and the tips can have heavy carbon build-ups, especially when operating with fuel oil.
The new large gas turbines have two types of combustors:
• Can annular (GE, Mitsubishi, Siemens (Westinghouse), Hitachi).
• Annular (Alstom, Siemens (Germany)).
The advanced gas turbines all have dry low NOx combustors. The stable, simple, diffusion flame combustor has been replaced with a barely stable, staged-combustion system with multiple injection locations which vary with gas turbine load.
The dry low NOx combustor system has to be monitored and tuned precisely for stability from starting to full load while maintaining low emissions and avoiding "flashback" and "high pressure pulsations", which usually damage the combustor and turbine components.
The principal features of such a combustion system are the premixing of the fuel and air before the mixture enters the combustion chamber and leanness of the mixture strength in order to lower the flame temperature and reduce NOx emissions.
The management of air in the combustion process and for cooling of the combustor is particularly critical. Dry low NOx combustors require more complex fuel nozzle designs and cooling arrangements, as well as thermal barrier coatings (TBC) to achieve adequate life for both the can-annular and annular combustion systems.
The fuel nozzles are more complicated and larger in number due to the multiple injection locations.
When dual fuel is involved or water injection is used to further reduce emissions, the purge systems for the multiple injection points are complex and can be a significant source of problems such as fuel nozzle plugging and localised hot section damage. As with new compressor and turbine designs, the costs and the risks associated with these complex combustion systems are high, see Table 2.




The majority of the NOx produced in the combustion chamber is called 'thermal NOx'. It is produced by a series of chemical reactions between the nitrogen (N2) and the oxygen (O2) in the air that occur at the elevated temperatures and pressures in gas turbine combustors. The reaction rates are highly temperature dependent, and the NOx production rate becomes significant above flame temperatures of about 3300°F (1815°C).
The important factors in the reduction of NOx are the temperature of the flame, the nitrogen and oxygen content and the residence time of the gases in the combustor.
The DLE approach is to burn most (at least 75%) of the fuel at cool, fuel-lean conditions to avoid any significant production of NOx.
However, controlling CO emissions can be difficult (they increase as flame temperature is reduced) and rapid engine off-loads bring the problem of potential flame extinction. If extinction occurs the flame cannot be safely re-established without bringing the engine to rest and going through the restart procedure.
The DLE injector has two fuel circuits. The main fuel, approximately 97% of the total, is injected into the air stream immediately downstream of the swirler at the inlet to the premixing chamber. The pilot fuel is injected directly into the combustion chamber with little if any premixing.
With the flame temperature being much closer to the lean limit than in a conventional combustion system, some action to prevent flame out has to be taken when the engine load is reduced. If no action is taken flame out can occur because the mixture strength becomes too lean to burn. A small proportion of the fuel is always burned richer to provide a stable 'piloting' zone, while the remainder is burned lean. In both cases the swirler is used to create the required flow conditions in the combustion chamber to stabilise the flame.
The major problem with DLE combustors is the flash back problem in which the flame moves from the main combustor region to the pre-mix chambers. This causes the combustion to occur in the fuel nozzle section instead of the primary combustion zone, damaging the nozzle (see Figure 3). This also leads to uneven combustion and causes damage in the primary and secondary zones of the combustor can (Figure 4).
Operators must take great care to avoid flash back by ensuring that the fuel is dry. It should be injected at a minimum of 60°F (33°C) above the fuel's dew point. The dew point should be measured by analysing the fuel, including the high hydrocarbons (C5-C16) . Most fuel analysis ignores the higher hydrocarbons, which may lead to an error of 50-60°F (28-33°C) in the measured dew point.
It is also suggested that large knockout drums and coalescing filters be positioned next to each turbine to ensure the gas has no liquids entrained.



Transition pieces
The transition piece brings the combustion gases from the combustor section to the first stage turbine nozzle vanes (Figures 5 and 6). The transition pieces require substantial cooling, as well as thermal barrier coatings (TBC), because of the high gas temperatures close to 2300°F (1260°F). In some advanced gas turbines steam is used for cooling the transition pieces. Steam cooling is done by routing the steam exiting from the HP section of the combined cycle plant steam turbine to the transition piece thus providing cooling and reheat of the steam. The GE H series gas turbine also uses the steam for cooling the nozzle vanes and blades. When steam is used for cooling in the gas turbine the water specifications for the steam must be very closely monitored to ensure its purity.
Both conventional and steam cooled transition pieces have experienced cracking.
Gas turbine expander section
The development of new materials as well as cooling schemes has seen rapid growth in turbine firing temperatures leading to high turbine efficiencies. The stage 1 blade of the turbine expander section must withstand the most severe combination of temperature, stress and environment; it is generally the limiting component in the machine. Since 1950, expander section turbine blade (or bucket, the GE term) material temperature capability has advanced about 850°F (472°C), about 20°F (10°C) per year. The importance of this increase can be appreciated by noting that an increase of 100°F (56°C) in turbine firing temperature can provide a corresponding increase of 8% to 13% in output and a 2% to 4% improvement in simple-cycle efficiency. Advances in alloys and processing, while expensive and time-consuming, provide attractive returns through increased power density and improved efficiency.
Typically the first and second stages of the turbine expander section use complex multi-path serpentine cooling schemes inside the blades. Higher strength single crystal (SC) blade materials coupled with oxidation resistant coatings and/or thermal barrier coatings are used in the first stage blades, and directionally solidified (DS) blade materials with TBC are used in the second and third stage blades to meet turbine life requirements.
Design margins are set by FEM at the element level, but the long-term creep strength characteristics of the turbine materials are not well-defined. In addition, the turbine materials now being used typically have reduced temperature margin to melting compared with earlier materials. As with compressors, the smaller clearances and higher expansion ratios employed in the newer designs of turbine tend to increase the probability of encountering rubs. The costs of these larger airfoils, with complex cooling schemes, more twisted shapes, and using more sophisticated materials and coatings, are substantially higher per airfoil stage than earlier designs.
The trends in the turbine expander section are similar to those in the compressor section, with use of fewer but larger 3D airfoils with smaller clearances and higher expansion ratios (Re). As with compressors, the smaller clearances and higher expansion ratios associated with the newer turbines tend to increase the probability of encountering rubs.
Table 3 summarises points of difference between older and newer designs in the turbine expander section.
The high temperatures encountered in advanced gas turbines have been contributing to failures in turbine nozzle vanes and blades, with the failures occurring at blade tips (Figure 7) and at the bases of the turbine nozzle vanes.
First stage nozzle vanes (Figure 8) are encountering air temperatures in the range 2100°F to 2350°F (1150°C to 1288°C) so cooling of these vanes is very important. In particular, the nozzle vanes are encountering problems at the platform and shroud region, necessitating cooling for these regions (Figure 9).
All the OEMs have introduced modifications, including new cooling patterns for the nozzle vane platforms and shroud regions, further cooling of the compressor bleed air with external heat exchangers, and the use of steam for cooling.
The highest temperatures are encountered at the leading and trailing edges of the nozzle vanes and even with extensive new cooling schemes vanes are being badly damaged (Figure 10).
First stage blades in the expander section also suffer from excessive tip rubs (Figure 11) due to the very small clearances now being used in the interests of high efficiency, coupled with high temperatures, which cause the blades to grow. Most damage is mainly at the blade trailing edges. These are very thin and tend to fail when they come into contact with the casing, causing massive damage to the vanes and blades that follow.
The tip rubs create problems on the tip shroud blocks of the turbine. Shroud blocks, formed into a shroud ring (Figure 12), are used so that the casing itself is not damaged. The shroud blocks are also thermal barrier coated and extensively cooled due to the high temperatures they experience.
The first stage turbine expander section blades are usually impulse turbines, and the second to third and fourth stages are reaction type (30-60%) and normally have shroud tips, see Figure 13. These shroud tips are there to give the blade more support so that the blades do not suffer from blade resonance problems. If the locks on these shroud tips do not fit flush that means the blade has been stretched and may be close to failure.


Expansion joints, exhaust manifolds and HRSGs
There is usually an expansion joint between the gas turbine and the HRSG. There have been many failures of these expansion joints (Figure 14). Some of these failures are due to the joints experiencing large temperature excursions due to cycling of the turbine.
In some cases external heat sources cause damage to the expansion joint and insulation alone does not prevent damage. Often a heat shield is required to prevent heat from the exhaust transition ducting radiating directly on to the expansion joint. In other cases the insulation between the exhaust transition piece and the expansion joint is poorly installed and allows excessive heat to reach the expansion joint.
Also prone to cracks are the struts (Figure 15) which support the exhaust manifold connecting the gas turbine to the HRSG. These struts are exposed to hot exhaust gas flows. The more the plant is cycled the greater the stresses, leading to failures in the material. Most of these cracks can be repaired by welding, but recurrence of cracks in repaired areas is not uncommon.
It is recommended that the exhaust manifold and expansion joints are inspected regularly.
In the case of the HRSG itself the main problems are usually encountered in the superheaters of the HP and IP sections. The heating coils of the superheaters experience the highest temperatures and failures have occurred due to exhaust temperature increases of 25°F-50°F (14°C-28°C) following gas turbine upgrades. Gas turbine upgrades in a combined cycle plant must be very carefully evaluated because increases in exhaust temperatures and flows can have a major negative impact in the HRSG.
Stress cracks are also encountered frequently in HRSG shells and in some cases HRSG shells exposed to higher flow rates can bulge out and cause the movement of steam coils. These problems have been encountered in many installations as turbine upgrades are often sold by the gas turbine manufacturers without a full assessment of the effects on the rest of the plant.
Figure 16 shows a typical rupture in steam tubing due to high temperatures.
Problems are also often encountered in feedwater pumps. These pumps should be provided with 100% backup as a failure brings the entire plant down and the extra cost for a full back-up system as a percentage of the entire plant cost is minor. Most of the problems with these pumps are due to the bearings.


Steam turbine and condensers
The steam turbine usually experiences problems in the LP section due to water droplets in the last stages. The blades suffer erosion of the leading edge. The last stage blades are also very long and thus may encounter resonance problems if they are not properly damped. Usually the blades have mid-span damping as well as tip damping.
The main purpose of the steam condenser is to convert the low pressure steam from the exit of the LP steam turbine to condensate by reducing the exhaust pressure of the LP steam turbine to a pressure below atmospheric and to condense the steam so that the condensate is available for reuse as boiler feedwater. This is accomplished with the lowest achievable backpressure. Increase in the back pressure will reduce the power output from the LP steam turbine.
The most common condenser is the water tube and shell type. The tubes carrying the cooling water can foul and need to be cleaned otherwise the effectiveness of the cooling is decreased. Poor cooling affects the exhaust temperature of the steam turbine, increasing the back pressure on the LP steam turbine section and reducing the output. The water pump system must have a full back-up especially if the plant condenser cooling water comes from the ocean and is subject to fouling.
The author is with the Boyce Consultancy Group, Houston Texas.
Tel +1 713 807 0888. email mpboyce@boycepower.com