biomasS CO-FIRING
Wroclaw retrofit demonstrates benefits of the ROFA® system
1 April 2010A unit of EDF’s Wroclaw Kogeneracja plant has been retrofitted to co-fire biomass and has shown itself capable of achieving below 200 mg/Nm3 NOx, without SCR or SNCR, while maintaining low flyash unburned carbon, low CO, and avoiding performance degradation. The key to success has been improved combustion thanks to installation of a ROFA (Rotating Opposed Fired Air) system.
To reduce emissions in line with regulatory requirements (including the LCPD, which specifies 200 mg/Nm3 for NOx by 2016 (although the whole EU emissions regime is currently in the process of being revised)) and to benefit from subsidies for CO2-neutral fuels, a unit of EDF‘s three-unit hard-coal fuelled Wroclaw Kogeneracja plant has been retrofitted with biomass co-firing capability (up to 45% in terms of energy input).
A Nalco Mobotec ROFA (Rotating Opposed Fired Air) system has been included as an important part of the retrofit to facilitate the biomass co-firing by improving combustion performance and biomass burnout in the upper furnace.
As well as being CO2-neutral, biomass also has a low concentration of sulphur compared with most fossil fuels, resulting in reduced SO2 emissions, and a low concentration of fuel bound nitrogen compared to coal, resulting in the potential to further reduce NOx emissions. But biomass also poses many challenges. For example, special fuel handling is required to prevent potential combustion and explosion as it is transported, milled, and fired. In addition, due to the low amount of ash in biomass fuel, small combustion inefficiencies can produce a large fraction of unburned carbon, which makes disposal of the ash expensive.
The biomass co-firing retrofit (CFD model and design, combustion improvement/staging, via the ROFA system, plus design and supply of the biomass system) was performed by a consortium led by Nalco Mobotec (www.nalcomobotec.com), which included WTS AB (www.wtsab.com) and Remak-Rozruch (www.remak-rozruch.com.pl).
The Rafako OP-230 boiler at Wroclaw Kogeneracja is part of a BC-50 heat generating power unit and has a back-pressure extraction turbine for district heating (type 13P55). The plant generates power in the range 25 to 55 MWe and can provide 179 MWt (maximum continuous output) of heating output.
The furnace side view is shown in Figure 1. The unit is 27 m high, 7.5 m deep, and 8.4 m wide. The boiler had SOFA (separated overfired air), operated at about 6% of total air flow (TAF), before the implementation of the ROFA system/co-firing project. The SOFA was kept intact during the ROFA system installation.
The Wroclaw Kogeneracja boiler is tangentially fired with pulverised hard coal (native to Poland) through burner columns in each of the four corners. The plant has three coal pulverisers and each corner has six levels of coal burners.
The primary objective of installing the ROFA system was to enable a large percentage of biomass co-firing by increasing the mixing in the upper furnace to maintain low CO and unburned carbon. The secondary objective was to stage the lower furnace for NOx reduction.
A ROFA system (Figure 2) includes a boosted-pressure ROFA fan, air duct, and air injection nozzles. The ROFA air is taken from the air preheater discharge, boosted in pressure by the ROFA fan, and delivered through nozzles into the furnace. The air pressure at the nozzles is typically 7 to 20 kPa, depending on the penetration required for mixing as determined during CFD modelling. All flows to the ROFA nozzles are modulated based on steam flow to achieve tuned box pressures.
Biomass has a higher volatile content than coal, creating a potential for a combustible environment during handling and transport. To ensure plant safety and operational reliability, the biomass handling system has been designed to avoid and eliminate possible combustion within the biomass storage, transport, and milling systems. The biomass feeding system is comprised of six main components: (1) biomass conveyance line from the fuel yard; (2) a pellet storage silo; (3) hammer mills; (4) dust separation cyclone filters; (5) powder silo; and (6) a biomass injection system. See Figures 3-6.
Biomass is delivered to site in pellet form by barge and stored in a separate fuel yard near the river. The biomass pellets are transported from the fuel yard by an enclosed air-assisted 1000-meter conveyor belt, which includes a fire-detection and suppression system. Sensors monitor the pellet feeding line temperatures. If excessively high temperatures are detected, the system stops feeding pellets into the conveyor and engages the fire suppression system.
From the pellet silo the biomass is fed into the hammer mills. After the biomass is milled into a powder and separated from the mill air, it is stored in a small-capacity powder silo. Immediately downstream of the powder silo are four feeders and four transport blowers which meter and transport the powder into the furnace through biomass burners (injecting through one-of-three burner elevations per corner).
The pellet silo holds twelve hours of biomass when the boiler is run at full load with 45% of the heat input coming from biomass. The pellet storage silo is equipped with combustion sensors, explosion panels, spark detectors, and fire suppression systems. Detectors installed near the top of the storage silo (where the biomass is fed into the silo) monitor CO concentrations. If high CO levels are detected, alarms notify plant personnel and biomass transport is halted. A fire suppression system is included at the top of the silo. Explosion panels also provide additional protection. The silo has high and low level indication for automatic start and stop of the pellet transport. If the level becomes too high or low, the operators are informed by alarms.
The biomass pellets exit the bottom of the pellet silo through screw feeders to two hammer mills. The two mills are included for system redundancy and to allow for mill maintenance without operational disruption. The hammer mills are equipped with a magnetic separation system and a stone trap to remove foreign particles that could cause sparks and ignition as well as damage the equipment. The hammer mill can rotate in both directions, and automatically changes direction every time it is placed in operation to increase the life of the hammers and the screen. An air inlet header at the top of the mill improves the pellet distribution through the mill to prevent uneven wearing of equipment and to facilitate optimal mill efficiency. Large blowers draw the biomass through the hammer mills and directly into cyclone filters. Due to the large flow of air through the hammer mills (required for aspiration and transport of biomass powder during milling), the mixture is potentially combustible. Spark detection, fire suppression, and air separation equipment are installed. Temperature, mill amperage, and vibration are monitored to determine mill efficiency and maintenance requirements.
Pulverised biomass is collected in the powder silo by cyclone filters. The capacity of the silo is sufficient for about thirty minutes at 45% heat input from biomass at full load operation.
The small capacity avoids prolonged storage of unused material. The silo is equipped with explosion panels and safety sensors.
Four separate lines are fed by volumetric metering feeders and transported to the biomass injection ports via four separate blowers. A bridge breaker is located at the bottom of the silo to break-up any material that might bridge across the silo, as well as to provide even material distribution to the four feeders. The bridge breaker is controlled by inductive sensors located above the feeders. Load cells are installed on the powder silo to determine the mass flow rate of the biomass and to verify the feeder calibration.
What has been achieved?
The ROFA system has enabled efficient combustion of a large percentage of biomass (typically above 40% and at times 100%), including agro-biomass, with high fuel nitrogen content. The ROFA system simultaneously provides high NOx reduction with very low flyash unburned carbon for both coal and biomass co-firing conditions. It also allows the boiler to operate at full load while co-firing a large percentage of relatively dry biomass without harming steam production and quality.
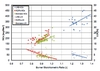
Tests during tuning (April-May 2009) demonstrated that the ROFA system reduced NOx to below 200 mg/Nm3, from a baseline value of 540 mg/Nm3, while retaining unburned carbon in ash below 5%. Figures 7 and 8 summarise the results of these tests.
Without the ROFA system, the unburned carbon in ash and CO emission are sensitive to burner stoichiometry. The ROFA system stages the combustion in the lower furnace for reduced NOx levels and increases the mixing in the upper furnace thereby increasing the extent of the combustion, with improved burnout of biomass char. Furthermore, the ROFA design introduces internal recirculation of the flue gas and fuel particles in the boiler, increasing residence times and allowing better utilisation of the furnace volume for combustion and heat transfer.
With the ROFA system in operation, a burner stoichiometric ratio (BSR) of less than 0.92 results in NOx emissions below 200 mg/Nm3, while CO and unburned carbon levels increase beyond their desired levels with a BSR of less than 0.87. Therefore, the boiler has a comfortable window of operation where NOx emissions are met without the unburned carbon in ash exceeding 5% (necessary for flyash saleability) and without exceeding 100 mg/Nm3 of CO.
The installation enables 45% of the heat input to be from biomass without reducing the efficiency of the boiler. Also the biomass co-firing results in a further reduction in NOx due to the reduced amount of fuel nitrogen in biomass. Because sulphur in the biomass is only 3% that of coal (on a heating value basis, 0.22 mg/kJ vs 0.04 mg/kJ), 45% biomass co-firing reduces SO2 emissions by 36%. Mercury emission is significantly lower when co-firing biomass because of the very low mercury content in biomass and the higher halogen content in the biomass minerals (although the mercury emission rate was not measured for this project).
The ROFA system allows biomass to be co-fired while keeping CO and unburned carbon in ash levels similar to those of coal-only combustion.
The ash content of the biomass is lower than coal (coal ash = 3.3 mg/kJ, biomass ash = 1.3 mg/kJ) and ash loading is reduced by 28% (45% biomass ash = 2.4 mg/kJ). Therefore a constant unburned carbon percent in the ash is equivalent to a 28% reduction of the unburned carbon quantity.
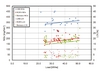
Nalco Mobotec also tested a range of biomass fuels, including wood, straw, and willow pellets (Figure 9). The NOx levels are similar for these different biomass fuels, and can be kept below 200 mg/Nm3 while maintaining acceptable levels of CO and unburned carbon in ash – although some ROFA system tuning is required when changing biomass fuels.
Overall the project has shown that the ROFA system can achieve the 200 mg/Nm3 NOx level without SCR or SNCR while maintaining proper combustion for the co-firing of a large amount of biomass.
The next step
The next step, currently under consideration, is to investigate increasing the biomass heat input percentage even further. Preliminary design has also started for the second unit at Wroclaw. Nalco Mobotec is in addition performing a study on the slagging and fouling potential of different biomass fuels and remedies for such potential.
© Nalco Mobotec Inc 2010